Jelenleg nincsenek elérhető általános kuponok.
Saját kuponjaidért, kérjük jelentkezz be!
Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
A HSS-E (kobaltötvözött gyorsacél) gépi menetfúrók egyetlen axiális előtolással készítik el a belső menetet, szabványos merev menetfúrási ciklussal — helikális interpoláció és egyidejű háromtengelyes mozgás nélkül. A raktári kínálat lefedi az általános és ötvözött acélokat, a rozsdamentes acélokat, az előedzett acélt 38 HRC-ig és az alumíniumötvözeteket. A Combo Tap sorozatok M2–M52-ig, a speciális HSS-E sorozatok többsége M2–M30-ig érhető el, normál és finommenet-kivitelben. A választék a bevonat nélküli Bright kiviteltől a közel száraz vagy minimálkenéses megmunkáláshoz alkalmas TiAlN bevonatig terjed.
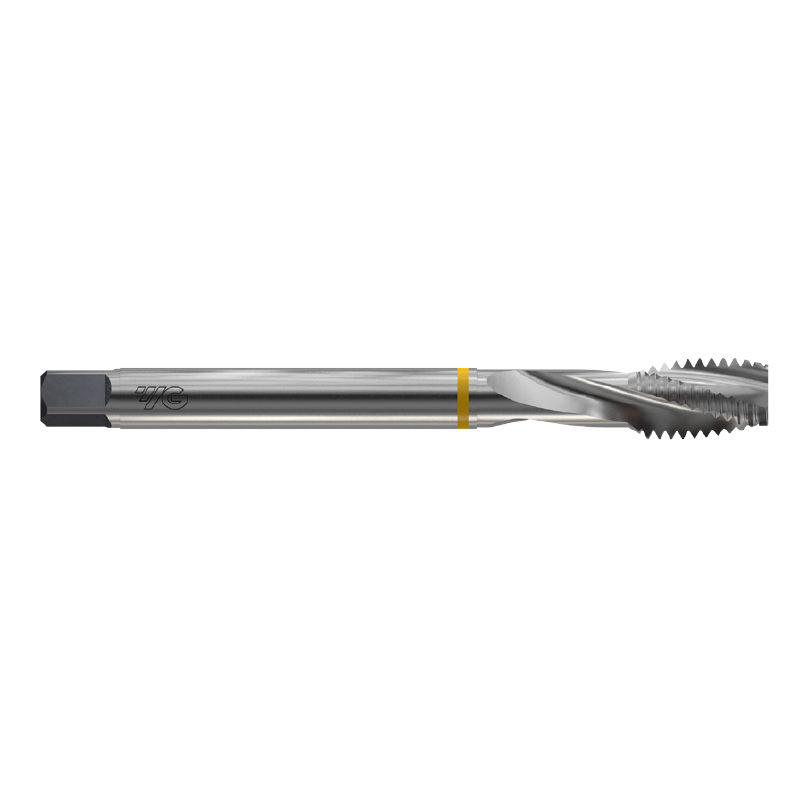
Bevonat nélküli, spirálhornyú HSS-E Combo Taps gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Az időszaki kedvezmény hosszabb távon, az adott időszak végéig biztosít kedvezményt a meghirdetett termékekre.
Ha a leadott rendelés összértéke eléri a megadott vásárlási limitet, akkor további engedményt biztosítunk a vásárlásra.
Ideális választás ISO metrikus (M) menetek előállításához zsákfuratokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes:
2026-07-31 18:59:59
Ideális választás ISO metrikus (M) menetek előállításához zsákfuratokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes:
2026-07-31 18:59:59
Ideális választás ISO metrikus (M) menetek előállításához zsákfuratokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az időszaki kedvezmény hosszabb távon, az adott időszak végéig biztosít kedvezményt a meghirdetett termékekre.
Ha a leadott rendelés összértéke eléri a megadott vásárlási limitet, akkor további engedményt biztosítunk a vásárlásra.
Ideális választás ISO metrikus (M) menetek előállításához zsákfuratokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes: 2026-07-31 18:59:59
Ötvözetlen acél
VDI 3323
HRc
HB
Ajánlás
P1
125
P2
13
190
P3
25
250
P4
28
270
P5
32
300
Gyengén ötvözött acél
VDI 3323
HRc
HB
Ajánlás
P6
10
180
P7
29
275
P8
32
300
P9
38
350
Erősen ötvözött acél és erősen ötvözött szerszámacél
Bevonat nélküli, terelőéles HSS-E Combo Taps gépi menetfúró, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. B típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Az időszaki kedvezmény hosszabb távon, az adott időszak végéig biztosít kedvezményt a meghirdetett termékekre.
Ha a leadott rendelés összértéke eléri a megadott vásárlási limitet, akkor további engedményt biztosítunk a vásárlásra.
Ideális választás ISO metrikus (M) menetek előállításához átmenő furatokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes:
2026-07-31 18:59:59
Ideális választás ISO metrikus (M) menetek előállításához átmenő furatokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes:
2026-07-31 18:59:59
Ideális választás ISO metrikus (M) menetek előállításához átmenő furatokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az időszaki kedvezmény hosszabb távon, az adott időszak végéig biztosít kedvezményt a meghirdetett termékekre.
Ha a leadott rendelés összértéke eléri a megadott vásárlási limitet, akkor további engedményt biztosítunk a vásárlásra.
Ideális választás ISO metrikus (M) menetek előállításához átmenő furatokban. Az egyedi YG-1 szabadalom az univerzális alkalmazás mellett pontos menetprofilt és hosszú élettartamot garantál. TiN bevonatos és bevonat nélküli kivitelben.
Az ajánlat érvényes: 2026-07-31 18:59:59
Ötvözetlen acél
VDI 3323
HRc
HB
Ajánlás
P1
125
P2
13
190
P3
25
250
P4
28
270
P5
32
300
Gyengén ötvözött acél
VDI 3323
HRc
HB
Ajánlás
P6
10
180
P7
29
275
P8
32
300
P9
38
350
Erősen ötvözött acél és erősen ötvözött szerszámacél
TiN-bevonatos, spirálhornyú HSS-E Combo Taps gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Gőzölt (vaporizált), spirálhornyú HSS-E YG Tap Hardened gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Kiválóan alkalmas szerszámgyártáshoz, erőátviteli tengelyekhez és sebességváltó házakhoz, valamint edzett acélok (max. 60 HRC-ig) megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E YG Tap General gépi menetfúró, 20°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Általános alkalmazáshoz, kiváló forgácseltávolítással. Szénacélok, szerkezeti célok, gyengén ötvözött acélok, gömbgrafitos öntöttvasak és nemvas fémek megmunkálásához.
TiN bevonatos, terelőéles HSS-E Combo Taps gépi menetfúró, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. B típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Gőzölt (vaporizált), terelőéles HSS-E YG Tap Inox gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6HX-es tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. B típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Az egyedi szerszám kialakítás csökkenti a forgácsolóerőket, miközben minimalizálja a szabálytalan forgácsképződés hatását. Rozsdamentes acélok, ötvözetlen acélok és gyengén ötvözött acélok megmunkálásához.
Gőzölt (vaporizált), spirálhornyú HSS-E YG Tap Inox gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Az egyedi szerszám kialakítás csökkenti a forgácsolóerőket, miközben minimalizálja a szabálytalan forgácsképződés hatását. A dolgozó rész átmérője (beleértve a külső-, közép- és magátmérőt) az első teljes menet után kis mértékben folyamatosan csökken, ami minimalizálja az élkitöredezést és redukálja a súrlódást mély furatok előállításánál. Rozsdamentes acélok, ötvözetlen acélok és gyengén ötvözött acélok megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E Combo Taps gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 374-es szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus finom menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
TiAlN-bevonatos, terelőéles HSS-E YG Tap Steel gépi menetfúró, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. B típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Ideális választás szénacélok és ötvözött acélok megmunkálásához.
Gőzölt (vaporizált), spirálhornyú HSS-E YG Tap Steel gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Ideális választás szénacélok és ötvözött acélok megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E YG Tap Alu gépi menetfúró, 45°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Nagy térfogatú hornyok és polírozott felület a forgácseltömődés elkerülésének, valamint edzett felület a kopásállóság növelésének érdekében. Alakítható alumínium ötvözetek és ötvözött alumínium öntvények megmunkálásához.
TiAlN-bevonatos, spirálhornyú HSS-E YG Tap Steel gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Ideális választás szénacélok és ötvözött acélok megmunkálásához.
Bevonat nélküli, terelőéles HSS-E YG Tap Hardened gépi menetfúró, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Kiválóan alkalmas szerszámgyártáshoz, erőátviteli tengelyekhez és sebességváltó házakhoz, valamint edzett acélok (max. 60 HRC-ig) megmunkálásához.
Bevonat nélküli, terelőéles HSS-E Combo Taps gépi menetfúró, 6H-s tűrésosztállyal és DIN 374-es szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus finom menetekhez. B típusú bekezdéssel, max. 3xD hosszú átmenő furatokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E YG Tap General gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Általános alkalmazáshoz, kiváló forgácseltávolítással. Szénacélok, szerkezeti célok, gyengén ötvözött acélok, gömbgrafitos öntöttvasak és nemvas fémek megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E Combo Taps gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. E típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Optimalizált hátfelület, a túl nagy vagy túl alacsony előtolás miatti hibák megelőzéséért. A forgácsolóerő kompenzálása csökkenti a kopást és növeli a élettartamot. Simább menetfúrást tesz lehetővé, jobb forgácseltávolítás mellett. Univerzális alkalmazás, szénacélok, ötvözött acélok, rozsdamentes acélok, öntöttvasak, réz, sárgaréz, bronz és alumínium megmunkálásához.
Bevonat nélküli, spirálhornyú HSS-E YG Tap Steel gépi menetfúró, 40°-os jobbos horonyemelkedéssel, 6H-s tűrésosztállyal és DIN 371/376-os szerszám szabvánnyal. DIN 13 szabvány szerinti ISO metrikus menetekhez. C típusú bekezdéssel, max. 2.5xD hosszú zsákfuratokhoz. Ideális választás szénacélok és ötvözött acélok megmunkálásához.
A menetfúrás során keletkező hosszú forgács nem csak kellemetlenség, hanem konkrét termelékenységi kockázat. A „bird nesting” jelenség gépleálláshoz, szerszámtöréshez és kiszámíthatatlan folyamatokhoz vezet. A YG-1 Chip Breaker ezt a problémát kezeli ott, ahol keletkezik: a forgácsképződés pillanatában.
Szakmai & Technológiai Tudástár
Termékek & Megoldások
M normálMF finomTiN bevonatTiCN bevonatTiAlN bevonatVap (gőzkezelt)
Segítség HSS gépi menetfúrók választáshoz
HűtésKülső bő hűtés (minden sorozat) · hűtőközeg kötelező TiCN bevonat esetén
Milyen gyártási helyzetben érdemes ezt választani?
döntési logika · mikor igen, mikor nem
◎
Általános és ötvözött acél P1–P8 — legszélesebb lefedettség, minden furattípushoz
Combo Tap sorozat lefedi a P1–P10 acélt, M12–M14 rozsdamentest, K15–K18
öntöttvasat, N23 alumíniumot. HSS-E szívósabb, mint a keményfém — nem törik
rideg módon kis nyomatékcsúcsnál. Bright/Vap/TiN bevonat anyag és darabszám
szerint. M2–M52.
◎
Ausztenites rozsdamentes acél (ISO M14 anyagcsoport) — dedikált rozsdamentes sorozat
Az ausztenites rozsdamentes (316L, 304) menetfúrás közben felkeményedik.
Spirálhornyú geometria: kisebb nyomaték, folyamatos forgácsemelés. Zsákfurathoz
6H, átmenő furathoz 6HX tűrés (a rugalmas visszarugózás miatt). TiCN:
25–30%-kal magasabb Vc.
◎
Előedzett acél P9–P10 (35–38 HRC) — TiAlN bevonat a maximális keménységhez
35–38 HRC-hoz TiAlN bevonatú sorozat kell — 800°C hőállóság, 5–7 m/min
Vc (szemben a Bright/Vap 3–5 m/min-jével).
◎
Alumínium és színesfémek N21–N25 — R45 spirálszög, Z=2 horony
Az alumínium hosszú forgácsa visszatömörödhet — R45 spirálszög agresszívebben
emeli ki, Z=2 horony nagyobb forgácsteret ad kis átmérőnél. Bright kivitel —
a bevonat nem ad előnyt, csökkenti az élrátétképződést.
◎
Zsákfuratok — spirálhornyú geometria hosszú forgácsú anyagokhoz
Hosszú/szívós forgácsú anyagban zsákfurathoz spirálhornyú (C) kell —
felfelé vezeti ki a forgácsot. Egyeneshornyúval a forgács felhalmozódik és
töréshez vezet. Max. mélység 2,5×D.
A HSS-E gépi menetfúrás szinkronizált (merev) ciklust igényel — az előtolás
pontosan egyezzen a menetemelkedés × fordulatszám értékkel. A HSS-E szívóssága
miatt kiegyenlítő tartóval is használható, ha nincs merev G84 ciklus — de csak
korlátozottan, nagy szinkronhibánál ez is törik.
02
Mikor NEM érdemes ezt választani?
38 HRC feletti edzett acél — meghaladja a HSS-E törési terhelését, keményfém menetfúró kell
Szuperötvözetek és titán — csak gyártói jóváhagyással; kritikus esetben menetmarót válassz
Programozott átmérő-korrekció igénye — csak menetmaróval lehetséges
Műanyagok és kompozitok — nincs besorolás, próbadarabon ellenőrizd
03
Menetmaró, menetfúró, menetformázó — mikor melyiket?
összehasonlítás · előnyök és korlátok
Belső menetek készítéséhez négy megközelítés létezik — a választás az anyag keménységétől, a gép tengelyszámától és a törés utáni menthetőségtől függ.
Szempont
HSS menetfúró
Tömör keményfém menetfúró
Menetformázó
Menetmaró
Szükséges géptengelyek
két tengely — merev menetfúrási ciklus
két tengely — merev menetfúrási ciklus
két tengely — merev menetfúrási ciklus
három tengely — helikális interpoláció (X+Y+Z egyidejű)
Anyagtartomány
Széles — P · M · K · N; H 38 HRC-ig
Speciális — K · N · H (edzett acél, öntöttvas, Al)
Korlátozott — csak képlékeny anyag (P1–P3, N21–N22)
Legszélesebb — P · M · K · N · S · H megfelelő sorozattal
Max. anyagkeménység
38 HRC (TiAlN bevonat, előedzett acél)
60+ HRC (TiCN sorozat)
~35 HRC (képlékeny anyag korlátja)
65 HRC (legkeményebb bevonat sorozat)
Ciklusidő menetenként
Gyors — egyetlen axiális fogás
Gyors — egyetlen axiális fogás
Gyors — egyetlen axiális fogás
Lassú — több helikális fogás szükséges
Törés utáni menthetőség
Közepes — HSS lágyabb, mint a keményfém; kiszedő reálisan alkalmazható
Nagyon nehéz — keményfém keményebb mint bármely kiszedő; EDM szükséges
Közepes — hasonló a HSS menetfúróhoz
Általában jobb — a szerszám nem szorul be teljes profilban; kármentés gyakran lehetséges
Forgácsképzés
Igen — horonygeometriától függő irányban
Igen — rövid, törött forgács
Nem — anyag kiszorul, forgács nem keletkezik
Igen — kis ívhosszon, irányított forgács
Átmérő-rugalmasság
Nem — egy szerszám egy menetátmérő
Nem — egy szerszám egy menetátmérő
Nem — egy szerszám egy menetátmérő
Igen — sugárkorrekció programból, azonos profilhoz és osztáshoz több méret
Szerszámhossz és merevség korlátozza; több helikális fogással növelhető
Előfúrás típusa
Szabványos előfúrás (DIN 336/337)
Szabványos előfúrás
Nagyobb átmérőjű előfúrás (anyag kiszorításhoz)
Szabványos előfúrás
Kiegyenlítő tartó alkalmazható
Igen — HSS szívóssága kis szinkronhibát tolerál
Nem ajánlott — keményfém rideg; merev ciklus szükséges
Igen — hasonlóan a HSS menetfúróhoz
Nem alkalmazható — helikális interpoláció esetén más befogás
A HSS és a keményfém menetfúró azonos gépigényű és gyors ciklusidejű. A keményfém előnye a kopásállóság és élettartam 38 HRC felett. A HSS a legszélesebb méret- és bevonatválasztékot, jobb kiszedhetőséget kínál. A menetmaró a legrugalmasabb — programozható átmérő, könnyű törés utáni helyreállítás —, de háromtengelyes gépet és lassabb ciklust igényel.
B. táblázat — tömör HSS menetfúró vs. indexálható menetmaró
Szempont
Tömör HSS menetfúró
Indexálható menetmaró
Kezdeti szerszámköltség
Alacsony
Magas (szerszámtest + lapkák)
Élenkénti költség
Magas — teljes szerszámcsere szükséges
Alacsony — csak a lapka cserélendő
Minimális menetátmérő
M2 és kisebb is lehetséges
Tipikusan M16–M20 minimumtól
Merevségi igény
Alacsony — kis szerszámátmérő, alacsony menetfúrási nyomaték
Magas — lapkabefogó erők és szerszámtest-merevség nagy átmérőn
Lapkacsere a gépben
Nem alkalmazható
Lehetséges — élváltás a gépben, szerszám kiemelése nélkül
Nagy átmérők alkalmassága (>M30)
Nem hatékony — nagy tömör rúd, magas anyagköltség
Ideális — kis lapka, könnyű szerszámtest nagy átmérőn is
Kis átmérők alkalmassága (<M6)
Ideális
Nem alkalmazható — lapka geometriailag nem kivitelezhető
Belső hűtőközeg elérhetősége
Sorozatfüggő — egyes sorozatoknál elérhető
Általában elérhető a szerszámtestben
Beállítási komplexitás
Egyszerű — befogás, indulás
Magasabb — lapkacsere után pozíció-ellenőrzés szükséges
Az indexálható menetmaró elsősorban nagy átmérőknél (>M30) releváns.
04
Tooler kínálata — alkalmazás szerint
YG1 · CPT · gyártási helyzet × platform
A raktáron tartott HSS forgácsoló menetfúrók mind YG-1 gyártmányok, alkalmazási terület szerint csoportosítva.
HSS menetfúró — általános acél P1–P8, M normál és MF finommenet, teljes bevonat-választék
Egyeneshornyú terelőéles B bekezdés: előre tolja a
forgácsot — csak átmenő furat, max. 3,0×D, kisebb nyomaték.
E bekezdés (rövid bekezdéshossz): korlátozott
megközelítési térhez, nagyobb élterhelés. Csak méréssel igazolt esetben.
Befogás
ER patronos befogó: leggyakoribb — ≤0,01 mm
futáshiba szükséges menetfúrónál.
Zsugorbefogó: legkisebb futáshiba (<0,003 mm) —
sorozatgyártáshoz és kemény anyaghoz.
Kiegyenlítő befogó: HSS szívóssága miatt elfogadható
— keményfémnél nem, ott ridegtörés a kockázat.
Miért kritikusabb menetfúrónál: nincs sugárkorrekció
— a futáshiba közvetlenül menethibát okoz.
07
Stabil alkalmazás feltételei
gép · befogás · hűtés · előtolás
Merev menetfúrási ciklus (G84)
Az előtolás pontosan egyezzen a menetemelkedés × fordulatszám értékkel —
egyetlen szinkronhiba is törést okoz.
Megfelelő előfúró-átmérő
DIN 336/337 szerint — alulméretes furat növeli a nyomatékot és
törésveszélyt.
Forgácsolási sebesség ellenőrzése
Túl magas Vc lágyítja a HSS-E-t — kezdj a tartomány alján, különösen
rozsdamentesben.
Bő hűtés minden sorozathoz
Rozsdamentesnél kötelező — hűtés nélkül 1–2 menet alatt felkeményedik és
eltörik a szerszám.
Furattípusnak megfelelő horonygeometria
Spirálhornyú zsákfurathoz, egyeneshornyú átmenőhöz — felcserélve
forgácstömörödés és törés.
TB623 6HX szerszámtűrés
Egyetlen 6HX sorozat — dokumentáld a munkalapon, a kész menet rajzi
tűrését ne módosítsd.
Szakaszos ciklus mély zsákfuratban
Időszakos visszahúzással csökkentsd a forgácsfelhalmozódást.
Kénezett vágóolaj EP-adalékkal
Alacsony hűtőnyomásnál jobb kenést ad, mint az árasztott hűtőközeg.
08
Miért okozhat problémát a helytelen megválasztás?
FAQ · okok · megoldások
A menetfúró eltört egy zsákfuratban — forgácstömörödés okozta. Mit kell ellenőriznem?
Ellenőrizd a geometriát (spirálhornyú C kell zsákfurathoz, nem egyeneshornyú B), a forgácsteret (min. 1,5–2× menetemelkedés a furat alján) és a hűtést belépés előtt.
Melyik bevonat megfelelő ausztenites rozsdamentes acél (316L, 304) menetfúrásához?
Vap a biztonságos alapválasztás kisebb darabszámhoz; TiCN sorozatgyártáshoz +25–30% Vc-vel. TiN/TiAlN rozsdamentesnél nem ideális. Zsákfurathoz 6H, átmenőhöz 6HX.
R40 (TC711) vagy R20 (TC517) — mikor számít ténylegesen a spirálszög?
Miért használ a TB623 6HX tűrést a szabványos 6H helyett?
Az ausztenites rozsdamentes visszarugózik — a 6HX nagyobb szerszámtűrése kompenzálja, hogy a kész menet 6H tartományba essen.
TiCN vs. TiN — mikor érdemes TiCN-re váltani rozsdamentes acél sorozatgyártásnál?
TiCN keményebb és jobb Vc-t ad sorozatgyártásban, de 400°C-os hőhatára miatt megbízható hűtés kell.
Miért jobb az R45 spirálszög alumíniumban az R40-nél — és mi a Z=2 horony szerepe?
R45 agresszívebb forgácsemelést ad alumíniumban; Z=2 horony M2–M12-nél nagyobb forgácsteret biztosít.
09
Hogyan válasszunk?
5 lépéses döntési folyamat
1. lépés
Munkadarab anyaga és keménysége
P1–P8: Combo Tap vagy YG Tap General. P9–P10: YG Tap Steel TiAlN. >38 HRC: keményfém kell. Rozsdamentes: Inox sorozat. Alumínium: TC163. Öntöttvas: Combo Tap. S csoport: menetmaró.
2. lépés
Furattípus és geometria
Zsákfurat: csak spirálhornyú (C, max. 2,5×D). Átmenő: csak terelőéles (B, max. 3,0×D). Korlátozott megközelítés zsákfuratnál: TC807 (E bekezdés).
3. lépés
Menetszabvány
M normál: mind a 14 sorozat elérhető. MF finommenet: csak Combo Tap sorozatok.
4. lépés
Bevonat kiválasztása az anyag és a darabszám alapján
Bright: kis darabszám. Vap: sorozatgyártás, hosszabb élettartam. TiN: +20–25% Vc P3–P8-hoz. TiAlN: P8–P10, közel száraz megmunkálás. TiCN: M14 rozsdamentes sorozatgyártás, hűtés kötelező.
5. lépés
Előgyártás-ellenőrzés: előfúrás, tűrésosztály és gépkonfiguráció
Előfúró: DIN 336/337. Tűrés: 6H (kivéve TB623: 6HX). Gép: G84 merev ciklus szükséges. Hűtés: aktív belépés előtt, folyamatos rozsdamentesnél/ TiCN-nél.
Segítség kell a megfelelő menetfúró kiválasztásához?
Add meg a munkadarab anyagát, keménységét, a furattípust, a menetszabványt és a gép hűtőközeg-konfigurációját — megerősítjük a megfelelő sorozatot, az előfúrási átmérőt és a beállításodhoz javasolt kezdő forgácsolási sebességet.
 HUF
HUF



























































 YG-1 Combo Tap — TC804 / TB804 / TD804 · spirálhornyú · zsákfurat · M2–M52
YG-1 Combo Tap — TC804 / TB804 / TD804 · spirálhornyú · zsákfurat · M2–M52{kind=link}
{kind=link}