 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
Kerámia forgácsolószerszámok: Tévhitek és a valóság

A blog tartalma
A kerámia szerszámok világa
20 éve kezdtünk kerámia szerszámokkal foglalkozni – először váltólapkás esztergálás, majd váltólapkás marás területén.
10 éve egy amerikai szakmai úton csodálkoztunk rá a nagyméretű tömör kerámia marókra.
Ez a terület azóta is töretlenül fejlődik, mégis a műhelyekben a mai napig élnek tévhitek a kerámia megmunkálásról.
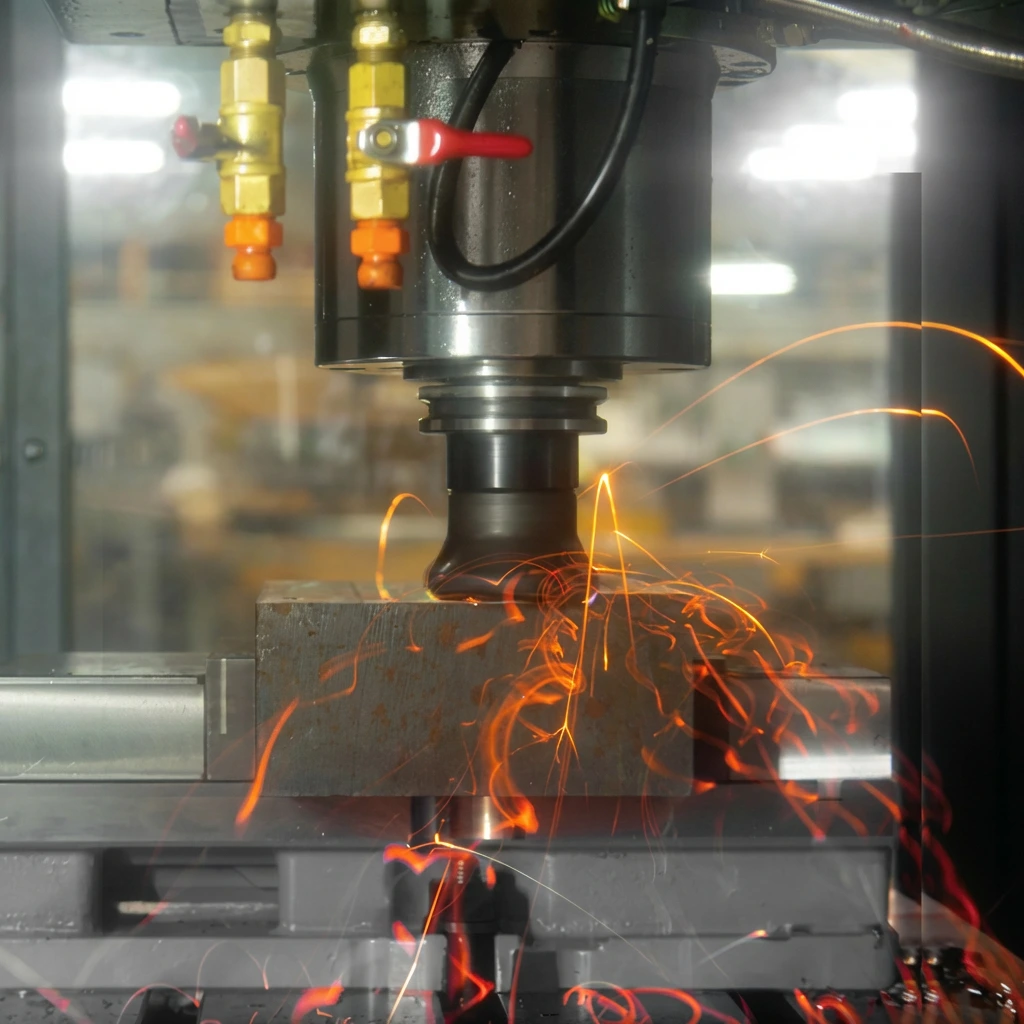
A kerámia alapú forgácsolás látványa – vörösen izzó forgácsok, „szikraeső” – sokszor még ma is bizonytalanságot kelt, mert minden hagyományos, keményfém alapú beidegződésünknek ellentmond. Pedig fontos megérteni:
Ami keményfémnél a végzetes hiba jele, az a kerámiánál gyakran az optimális munkapont.
A modern kerámia szerszámok nem egzotikus kísérletek. A HRSA (hőálló szuperötvözetek, pl. Inconel 718, Stellite) és az edzett acélok megmunkálásának kifejezetten hatékony eszközei.
A kerámia nem alternatíva – bizonyos alkalmazásokban ez a fizika által indokolt megoldás.
Nézzük meg mérnöki szemmel, mi a valóság a tévhitek mögött.
I. TÉVHIT: „Ha szikrázik, valami nem stimmel” – A hőevakuálás fizikája
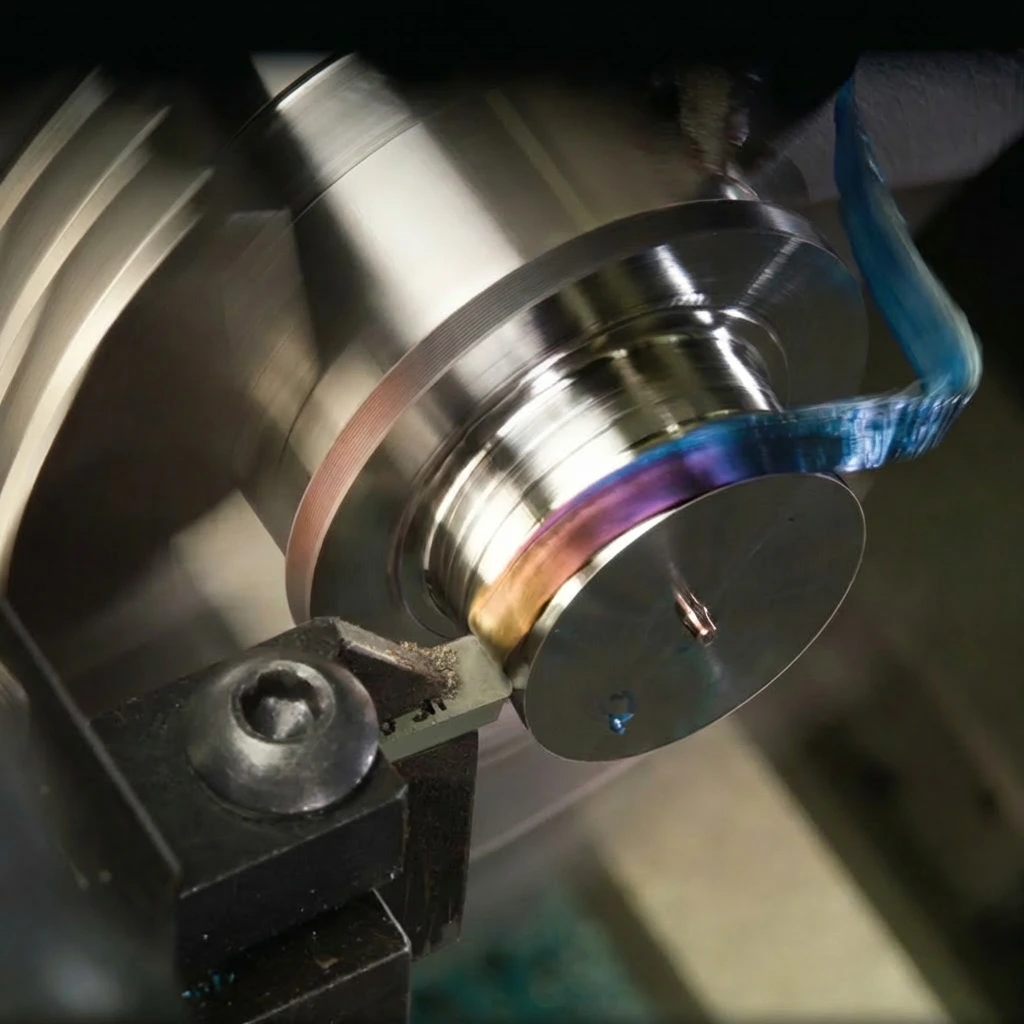
A kerámiánál a látványos izzás nem hiba, hanem a folyamat természetes része.
Amit látsz, azok nem klasszikus szikrák, hanem vörösen izzó forgácsok.

Míg a keményfém ~800°C körül elveszíti melegkeménységét és gyors kopásba kezd, a kerámia ezen a hőmérsékleten kezd igazán hatékonyan dolgozni. A fizikai alap egyszerű: a kerámia 800°C felett is megtartja szerkezeti integritását, miközben a megmunkált anyag (például egy szuperötvözet) folyáshatára jelentősen lecsökken.
A magas vágósebesség által generált hő lágyítja az anyagot a nyírási zónában (plastic deformation), ami csökkenti a forgácsolóerőt.
A cél, hogy a keletkező hő döntő része – akár 70–80%-a – a forgáccsal távozzon.
Ha nem látsz izzó forgácsot, nagy eséllyel túl alacsony a vágósebesség, és a szerszámot mechanikai túlterhelés fogja tönkretenni – nem a hő.
II. TÉVHIT: „A kerámia törékeny, mint az üveg” – Mikroszkopikus vasbeton
A modern kerámiák már nem a 40–50 évvel ezelőtti „porcelánok”.
Whisker-erősítés:
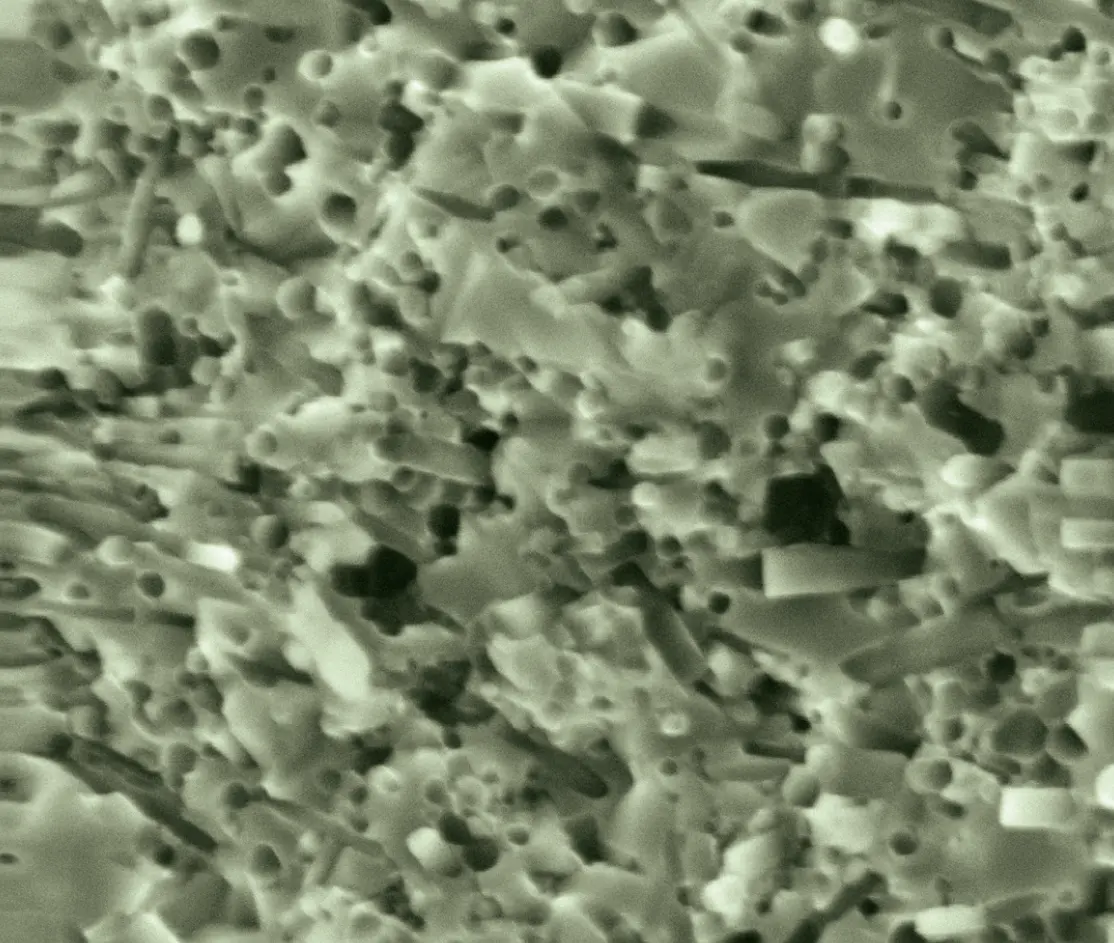
A kerámia mátrixba ágyazott szilícium-karbid whiskerek mikroszkopikus vasbetonként működnek. Ha repedés indul a rideg mátrixban, a whiskerek elterelik vagy megállítják azt. Ha nincs elegendő energia a whisker kihúzásához, az elasztikusan deformálódik és fizikailag „összezárja” a repedést.
Phase toughening (fázis-szívósítás):
A korszerű SiAlON és whisker-erősített minőségek jelentősen javított törési szívóssággal rendelkeznek, ami megfelelő stabilitás mellett a keményfémhez közelítő előtolási értékeket is lehetővé teszi.
Élkialakítás (Edge prep):
Kerámiánál az élgeometria kritikus. A honolt él helyett gyakran chamfer vagy land kialakítás szükséges. Ez a geometria a forgácsolóerőt az élcsúcstól befelé, a szerszám tömege felé vezeti, ami jelentősen növeli a stabilitást.
III. TÉVHIT: „Egy pici csorbulás, és mehet a kukába” – Wear patterns
A kerámia homogén anyag, nincs bevonat és nincs „puhább mag”. A kopásmechanizmust ezért másként kell értelmezni.
Meg kell különböztetni a stabil kopást a katasztrofális hibáktól.
Top slicing és flank slicing:
Ha a mechanikai stressz meghaladja a szerszám szilárdságát, szeletszerű leválások jelenhetnek meg. Ilyenkor szívósabb minőségre kell váltani, vagy módosítani kell a stratégiát (belépési sugár, előtolás, ráfogás).
A modern minőségek jellemzően kontrollált leválással jelzik a túlterhelést.
IV. TÉVHIT: „Mindig kell hűtés” – A hősokk csapdája
A kerámia legnagyobb ellensége nem a hő, hanem a hősokk.
Megszakított vágásnál – tipikusan marásnál – az él folyamatosan ki-be lép az anyagból. Ha hűtőfolyadékot használsz, az él a vágás során felhevül, majd kilépve hirtelen lehűl. Ez a ciklikus tágulás-összehúzódás mikrorepedéseket okoz, ami gyors töréshez vezethet.
Megszakított vágásnál száraz megmunkálás javasolt.
Hűtés csak folyamatos, stabil esztergálásnál alkalmazható, ott is megszakítás nélküli, bőséges áramlással.
V. TÉVHIT: „Ugyanazokkal a paraméterekkel futtatom, mint a keményfémet”
Ez szinte biztos kudarc.
A kerámia technológiai váltást igényel, nem pusztán szerszámcserét.
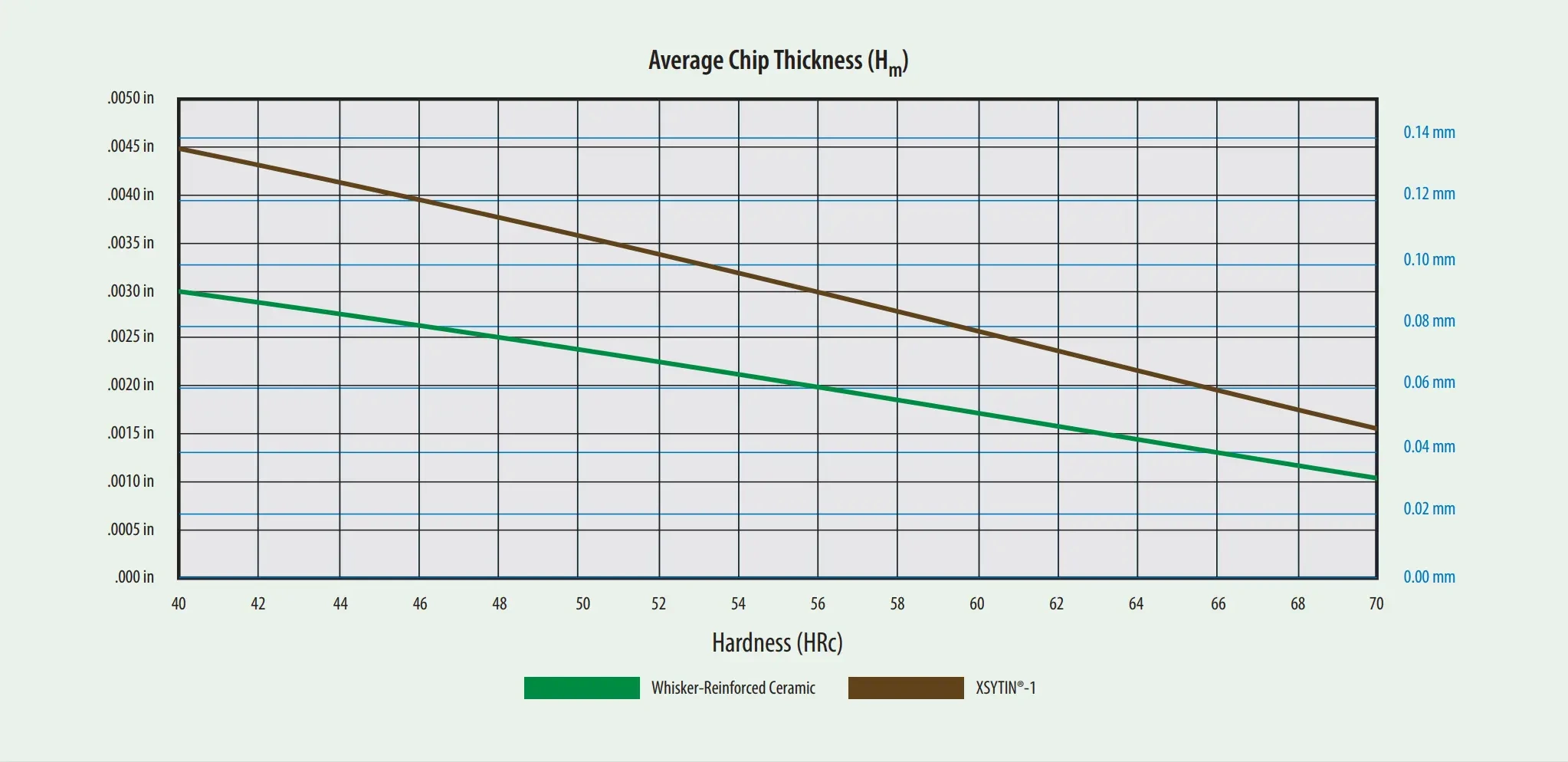
A siker kulcsa a közepes forgácsvastagság (average chip thickness) tudatos kezelése.
Ha túl vékony a forgács, a hő visszavezetődik a szerszámba vagy a munkadarabba, ami gyors kopást okoz. Ha túl vastag, a mechanikai terhelés töri el a lapkát.
A fordulatszám és az előtolás összehangolása a hőegyensúly fenntartásának alapja.
VI. TÉVHIT: „Túl drága a szerszám” – ROI és volumen
Technológusként nem percekben, hanem leválasztott volumenben érdemes gondolkodni.
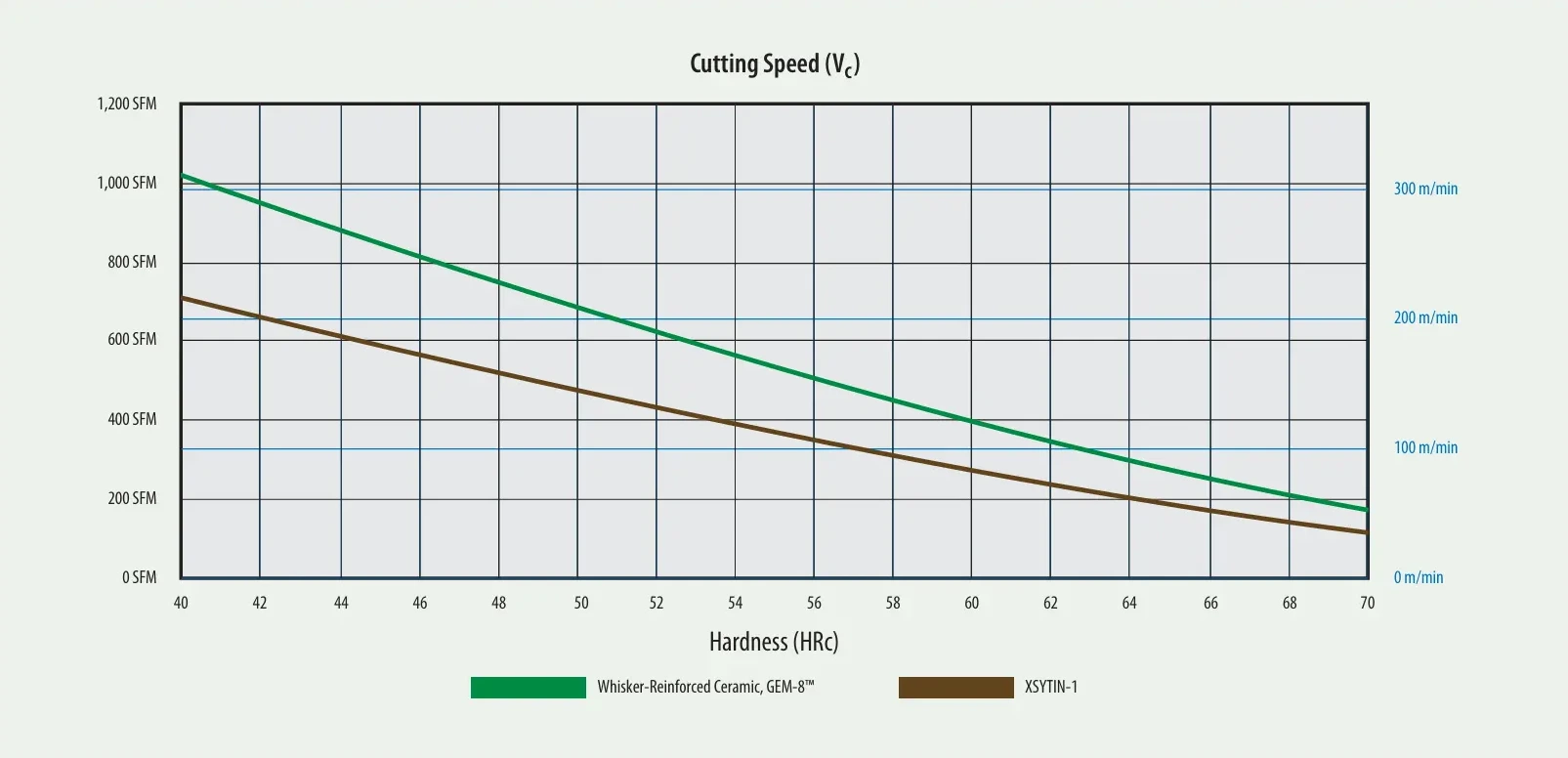
Lehet, hogy egy kerámia lapka élettartama csak 5–8 perc, de 400–1000 m/min vágósebesség mellett ezalatt az idő alatt többszörös anyagmennyiséget választ le a keményfémhez képest.
A valódi kérdés nem az, hogy hány percet bír ki a lapka, hanem az, hogy mennyi anyagot távolítasz el egységnyi idő alatt, és hogyan alakul a darabköltség.
VII. TÉVHIT: „Tönkreteszi az orsót?”
A gép merevsége fontosabb, mint az életkora.
Egy stabil, megfelelően karbantartott gép alkalmas lehet kerámia alkalmazására.
Ha az orsó fordulatszáma korlátozott, a kerületi sebesség a szerszámátmérő növelésével is elérhető:
Vc = (d · π · n) / 1000
Befogás:
Tömör kerámia marók esetén kerülendő a patronos befogó és a klasszikus Weldon-száras rögzítés. A hidraulikus tokmány vagy a zsugorbefogó biztosítja a szükséges merevséget és minimális ütést.
Forgácsmosás (chip wash):
A forró, abrazív forgács hosszú távon erodálhatja a befogó elemeket. Érdemes erre tudatosan felkészülni megfelelő védőmegoldásokkal.
Összegzés
A kerámia nem szerencsejáték. Fizika.
Ha biztosítod a merev befogást, a megfelelő élgeometriát és a szükséges vágósebességet, olyan produktivitás érhető el, amely keményfémmel sok esetben már nem gazdaságos.
A következő részben részletesebben elemezzük a vágási zóna hőegyensúlyát, és megmutatjuk, hogyan számítható ki az optimális előtolás a forgácsvastagság függvényében.
- az alapanyag típusát
- a keménységet
- a jelenlegi vágási paramétereket
