 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
Keményfém fúró portfólió
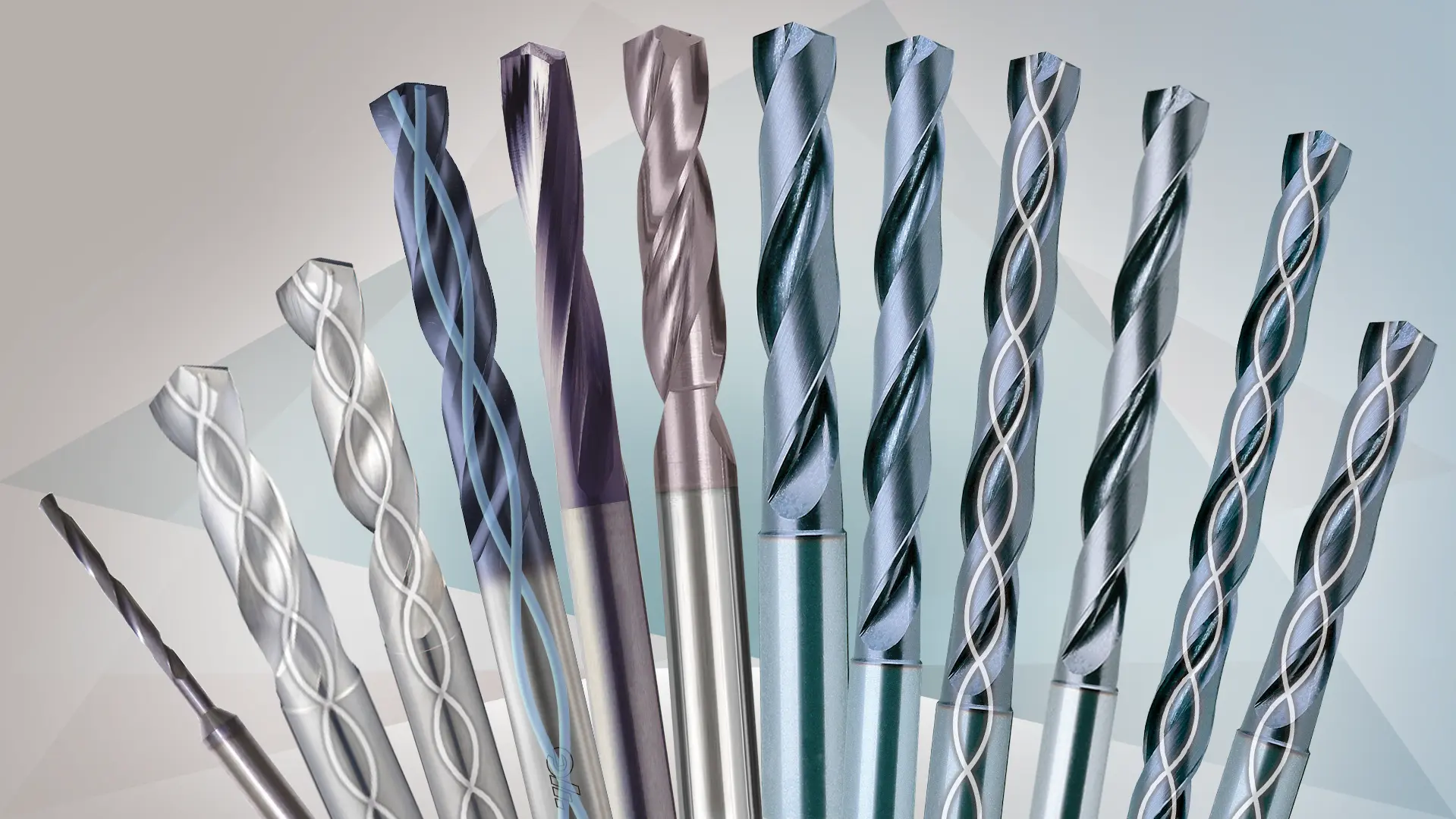
A keményfém fúró — más nevén VHM fúró vagy tömör keményfém fúró — szinterelt karbid alapanyagból készített forgácsolószerszám, amelyet CNC megmunkálóközpontokban használnak pontos, ismételhető furatok készítésére. A nagy merevség és kopásállóság magasabb vágósebességet és stabilabb furatminőséget tesz lehetővé a HSS szerszámokhoz képest.
A blog tartalma
1. Milyen gyártási helyzetben érdemes keményfém fúrót választani?
Döntési logika · mikor igen, mikor nem
- Nagy sorozat → ciklusidő: 3–5× nagyobb vágósebesség, rövidebb ciklusidő, alacsonyabb darabköltség.
- Nehézen megmunkálható anyagok → pontosság: Inox, hőálló szuperötvözetek és edzett anyagoknál stabilabb megmunkálás.
- Automatizált gyártás → biztonság: Kiszámítható kopás, élettartam alapú csere, folyamatbiztonság operátori ellenőrzés nélkül.
- Kis széria, puha acél → HSS vagy porkohászati HSS gazdaságosabb.
- d ≥ 14 mm → váltólapkás fúró alacsonyabb szerszámköltséggel.
- Mélység > 20xD → BTA / ejektoros mélyfúró rendszer, ágyúfúrók.
2. Mikor érdemes keményfém fúrót választani alternatívák helyett?
Keményfém vs. HSS-Co · váltólapkás · váltófejes
- Keményfém vs. HSS-Co fúrók: Az HSS-Co fúrók — különösen a porkohászati HSS fúrók — szívóssága magasabb, törési kockázatuk kisebb instabil gépeken. Ahol a sorozatszám alacsony, az anyag puha (≤ 250 HB) és nincs belső hűtés, az HSS-Co gazdaságosabb. A keményfém akkor éri meg, ha a vágósebesség növelésével elérhető ciklusidő-nyereség indokolja az árkülönbséget, vagy ha az anyag tulajdonságai (keménysége, hővezetési korlátok) megkövetelik a nagyobb merevséget.
- Keményfém vs. váltólapkás és váltófejes fúrók: A váltólapkás megoldás d ≥ 12–14 mm felett versenyképes — kisebb átmérőknél és szorosabb tűrésnél (IT7) a tömör keményfém spirálfúró előnyösebb. Váltófejes fúrókkal szemben 3–5xD felett vagy nagy pontosságnál a VHM fúró stabilabb és pontosabb eredményt ad.

3. Alkalmazás szerinti kiválasztás
Az alábbiakban minden keményfém fúrókategóriánál párhuzamosan mutatjuk be a YG-1 és a ZCC-CT ajánlatát.
Belépő-universális platform acélhoz, öntöttvashoz és alumíniumhoz. 3xD, 5xD és 8xD kivitelekben, belső hűtéssel és belső hűtés nélkül. Kis és közepes szériás gyártáshoz, ahol a sokoldalúság fontosabb a maximális sebességnél.

Széles alkalmazási tartomány acél, öntöttvas és alumínium megmunkálásához. Versenyképes áron, stabil geometriával — költséghatékony általános megmunkáláshoz és kis szériás gyártáshoz.

Emelt Vc és fn értékeken futtatható, nagy sorozatú CNC megmunkáláshoz. Optimalizált geometria és kopásálló bevonat ötvözött acélban és keményebb anyagokban is stabil éltartamot biztosít.
Nagy teljesítményű, hosszú élettartamú universális platform. Stabil geometria és kopásálló PVD bevonat nagy sebesség mellett — acél, inox és hőálló ötvözetek megmunkálásához egyaránt.
Nagy fn értékekhez optimalizált keresztél-geometria. Ahol az axiális erőnövekedés tolerált és a ciklusidő kritikus — automatizált sorozatgyártásban a legrövidebb fúrási idő eléréséhez.
Nagy előtolású platform optimalizált forgácsképzéssel. Nagy sorozatú acél megmunkálásban, ahol a darabköltség csökkentése az elsődleges cél és stabil gépi befogás rendelkezésre áll.

Minimálkenéses (MQL) megmunkáláshoz optimalizált geometria és bevonat. 10xD–30xD mélységig stabil forgácselvezetés, ahol a bőséges hűtőközeg-utánpótlás nem megoldható.

Hosszú kivitel és optimalizált belső hűtőcsatorna stabil forgácselvezetésért és furatpontosságért nagy mélységben. MQL esetén speciális geometria és bevonat csökkenti a tapadást és a hőterhelést.

180°-os csúcszög, stabil belépés előfuratba vagy síkra. Zseb- és lépcsős furatok kialakításához. YG-1 fúrók 2xD és 5xD hosszokkal.
180°-os csúcszög, stabil belépés síkra és előfuratba. Zseb- és lépcsős furatok kialakításához, 3xD hosszokkal.

Keményfúrás 45–65 HRC-ig: alacsony spirálszög, nagy élkeménység edzett acél forgácsolásához. Szerszámacél, hőkezelt alkatrészek megmunkálásához.
Keményfúrás 45–65 HRC-ig: alacsony spirálszög, nagy élkeménység edzett acél forgácsolásához. Szerszámacél, hőkezelt alkatrészek megmunkálásához.

Kompozit anyagok (CFRP/GFRP) fúrásához: gyémánt bevonat, speciális élgeometria. Szálkitépés és delaminálódás ellen, tiszta furatél kompozit anyagokban.

4. Megmunkálandó anyag alapú választás
Az ISO anyagcsoportok szerinti döntési logika segít gyorsan meghatározni a megfelelő bevonatot és szerszámgeometriát.
| ISO csoport | Anyag | YG-1 ajánlat | ZCC-CT ajánlat | Megjegyzés |
|---|---|---|---|---|
| P – Acél | Ötvözetlen és ötvözött acél | Dream Drills General / X / Pro | UD, SU series | TiAlN / AlTiN bevonat, kopásállóság |
| M – Inox | Rozsdamentes acél | Dream Drills Inox | UD series | AlCrN bevonat, éles él, belső hűtés min. 40 bar |
| K – Öntöttvas | Szürke és temperált öntöttvas | Dream Drills General / X | „K” végződésü sorozatok (SUK, SLK stb.) | Stabil vágóél a szemcsés szerkezet ellen |
| N – Alumínium | Alumínium és nem fémes anyagok | Dream Drills Alu | SC/PA series | DLC vagy bevonat nélkül, polírozott horony, BUE-védelem |
| H – Edzett acél | 45–65 HRC | Dream Drills High Hardened Steels | SH series | Alacsony spirálszög, nagy élkeménység |
| S – Hőálló ötvözet | Titán és nikkel alapú ötvözetek | Dream Drills Pro | UD series | Hőálló bevonat, éles élgeometria |
| Kompozit | CFRP / GFRP | Dream Drills CFRP | — | Gyémánt bevonat, delaminálódás és szálkitépés ellen |
5. Technológiai szempontok
Geometriai jellemzők · hűtés · befogás · bevonat
- Fúróhosszak: 2xD–30xD
- Átmérők: Ø 0,5–22 mm
- Csúcsszögek: 118°–180°
- Horony szögek: 15° / 20° / 30°
- 2–3xD → külső elegendő legtöbbször
- 5xD → belső ajánlott
- 8xD+ → belső kötelező, min. 20–40 bar
- Ajánlott: shrink fit, hidrosztatikus
- Elfogadható: precíziós ER
- Kerülendő: Weldon
- Ütés max. 0,02 mm
- TiAlN → acél
- AlCrN → inox, hőálló
- DLC → alumínium
- Gyémánt → CFRP
6. Stabil alkalmazás feltételei
A tömör keményfém fúró teljesítménye négy tényező együttes megfelelőségén múlik: gép, befogás, hűtés, előtolás.
Ennél nagyobb érték ciklikus ütésterhelést kelt. A tömör keményfém fúró ridegségéből adódóan töréshez vezet.
Zsugor vagy hidrosztatikus befogó pontossági igénynél. ER patron 3–5xD hosszig elfogadható.
A furatmélység és a megmunkálandó anyag alapján kell megválasztani — lásd 5. pontot.
Rántásmentes belépés. Kilépésnél az előtolás (fn) 30–50%-os csökkentése ajánlott.
7. Miért okozhat problémát a helytelen megválasztás?
GYIK · okok · megoldások
8. Hogyan válasszunk megfelelő keményfém fúrót?
5 lépéses döntési folyamat · anyag · mélység · széria · pontosság · gép
Összegzés
A keményfém fúró nem univerzális „jobb megoldás”, hanem egy feltételérzékeny szerszám.
Ha a gép, befogás és hűtés rendben van, akkor brutális teljesítményt ad.
Ha nincs, akkor legalább gyorsan eltörik és nem húzza az időt. 🙂