 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
Dinamikus és trochoidális marás: a CNC megmunkálás csendes forradalma
A CNC megmunkálás világában a sebesség hajszolása helyett egy sokkal intelligensebb forradalom zajlik: a szerszámpályák agilitásának és hatékonyságának maximalizálása. Ahelyett, hogy nyers erővel próbálnánk legyőzni az anyagot, a modern stratégiák a fizika törvényeit használják ki a termelékenység növelésére. A dinamikus és trochoidális marás nem csupán gyorsabb megmunkálást jelent; ez egy új szemlélet, amely a folyamatos fogásban tartás és a precízen szabályozott forgácsolási erők révén hosszabb szerszáméltartamot, rövidebb ciklusidőket és kiemelkedő megbízhatóságot eredményez. Ez a technológia a digitális gyártás csúcsa, ahol az intelligens szoftverek és a csúcstechnológiás szerszámok összhangja hozza el a valódi áttörést
1. A sebességen túl: az intelligens forgácsolási stratégiák fejlődése
A modern forgácsolási stratégiák fejlődése a hagyományos – alacsony sebességű és nagy fogásmélységű – módszerektől indult, amelyek jelentős terhelést róttak a szerszámra és a gépre. Az igazi áttörést az 1920-as években Solomon által felfedezett jelenség hozta el.
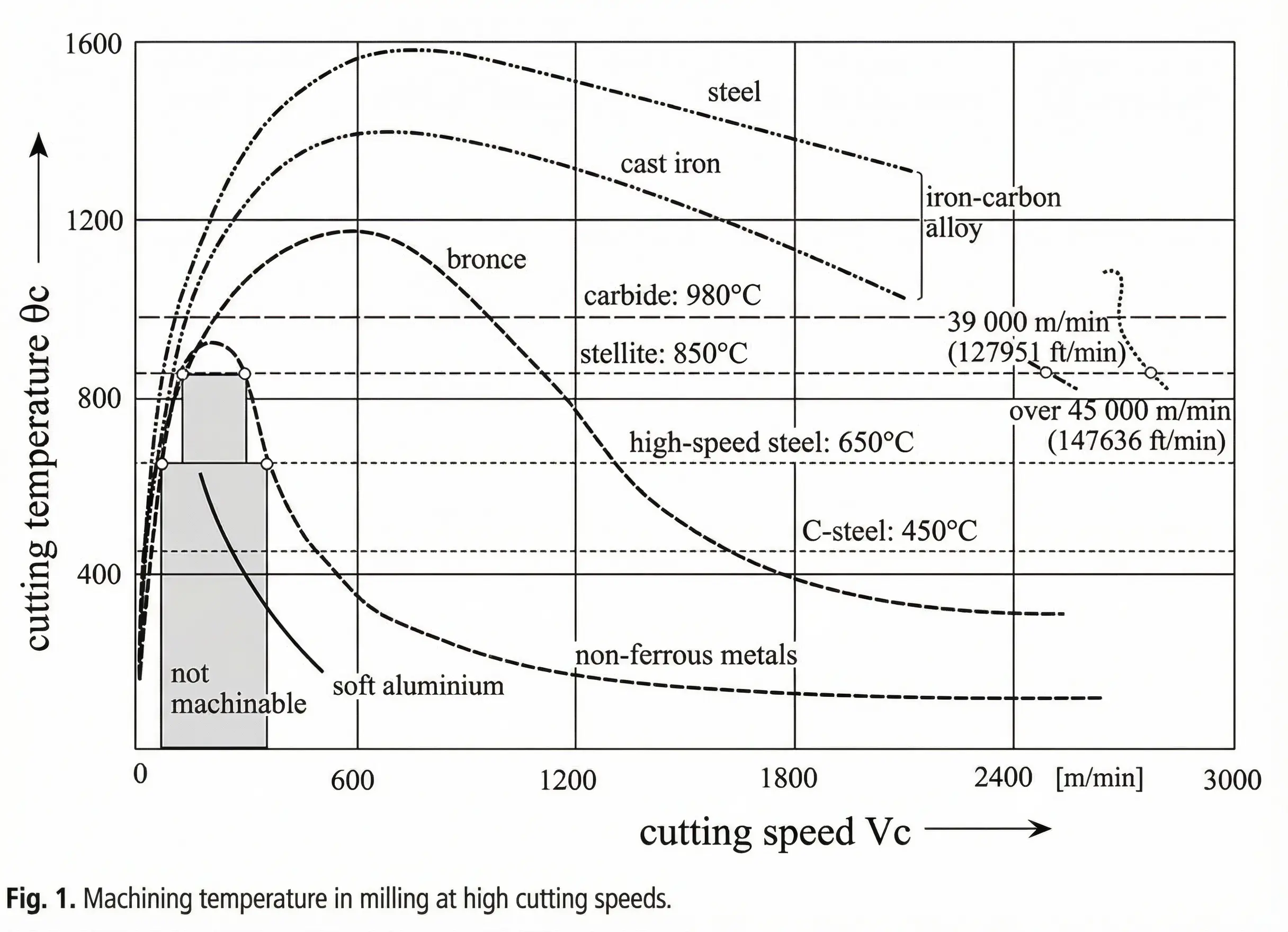
A Solomon-görbe kimutatta, hogy a forgácsolási sebesség egy bizonyos ponton túli növelésével a forgácsolóerők valójában csökkennek. Ez a felismerés alapozta meg a nagy sebességű megmunkálás (High-Speed Milling – HSM) koncepcióját, ugyanakkor egy kulcsfontosságú kihívást is felszínre hozott: a rendkívül magas forgácsolási sebességhez társuló intenzív hőtermelést. A dinamikus marás erre a problémára ad intelligens választ.
Ezt követte a nagy hatékonyságú megmunkálás (High-Efficiency Machining – HEM), amely már a CAD/CAM számításokra támaszkodva optimalizálta a szerszám fogásban tartását. A dinamikus marás nem csupán egy újabb divatszó, hanem ezen evolúció következő, intelligens lépcsőfoka: az optimalizált szerszámpályákra és a forgácsvastagság precíz kontrolljára összpontosít.
A modern gyártás a „smart machining” (intelligens megmunkálás) és a „high velocity machining” (nagy sebességű megmunkálás) irányába halad. A fókusz már nem a nyers erőn, hanem a kifinomult, mérnökileg megtervezett szerszámpályákon és az állandó, optimális forgácsvastagság fenntartásán van.
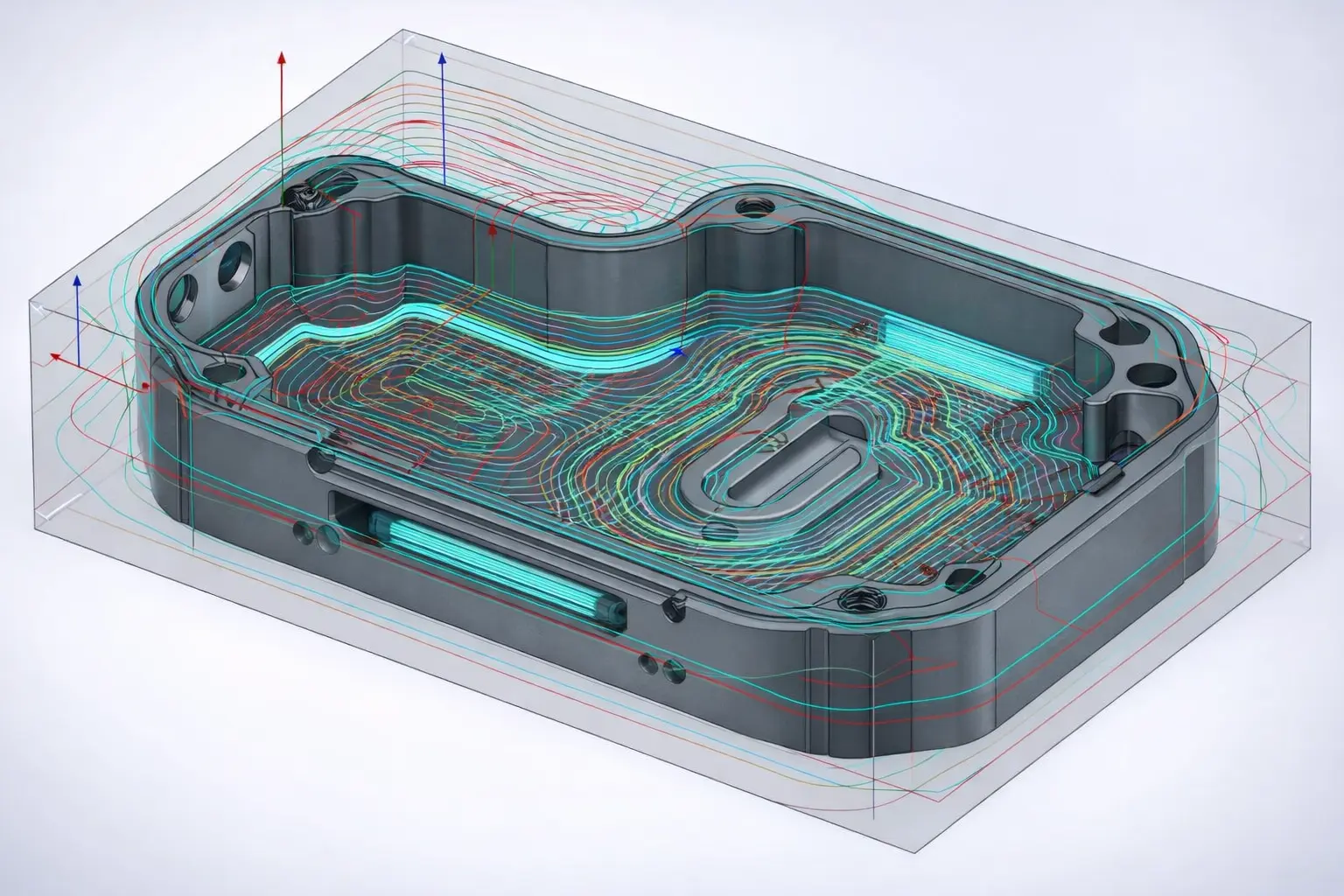
2. A dinamikus marás lényege: a folyamatos forgácsvastagság titka
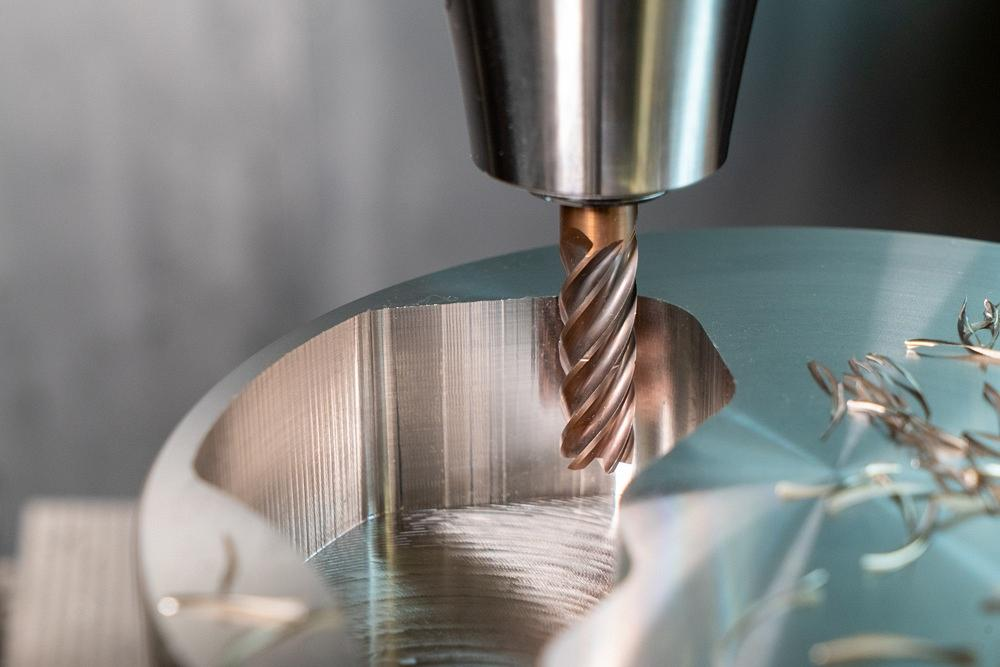
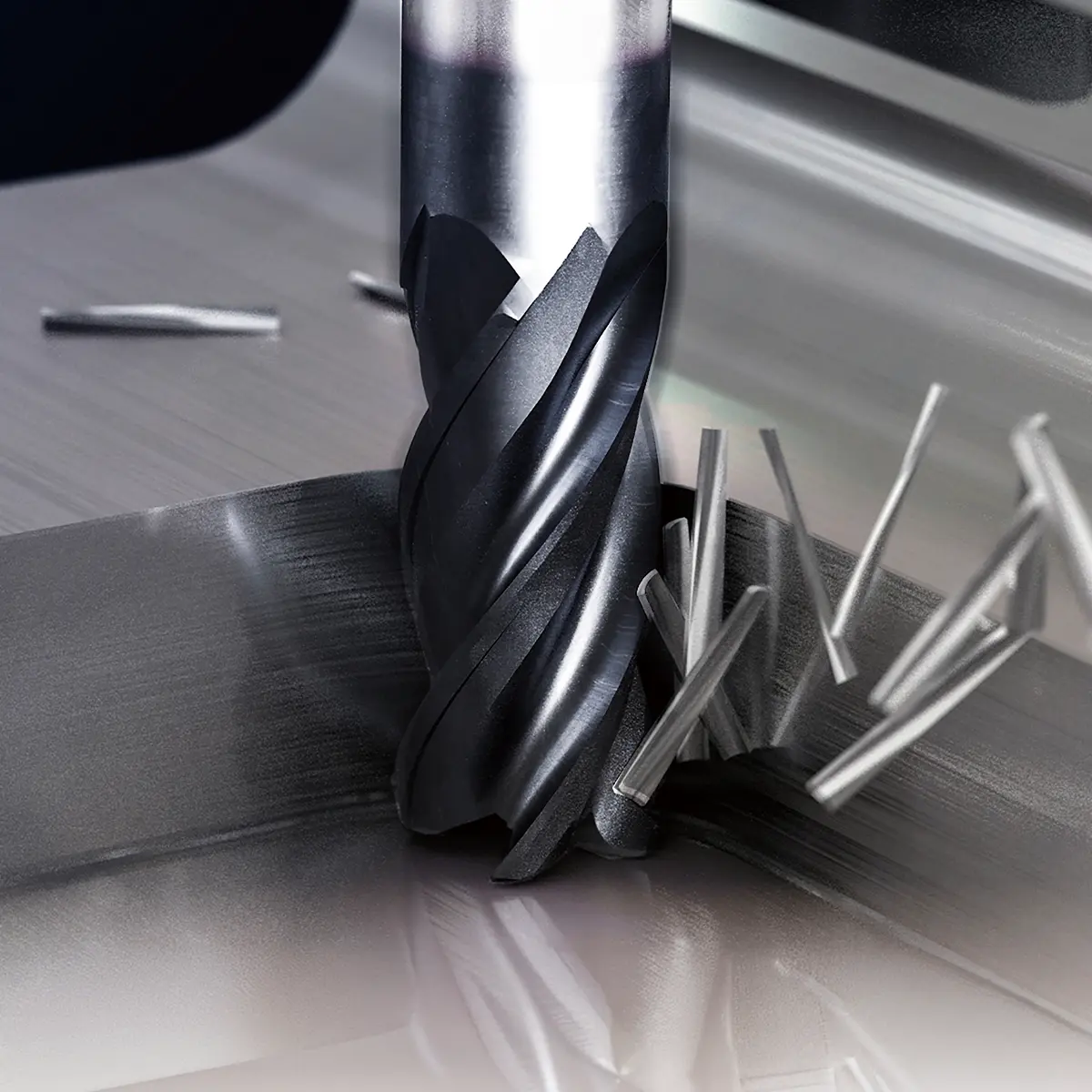
A dinamikus marás alapelve a forgácsolási folyamat terhelésének állandó szinten tartása. Ezt a hagyományos, teljes hornyos (full slot) marással állíthatjuk szembe, amely során a szerszám teljes átmérőjével dolgozik, ami extrém igénybevételt, magas forgácsolóerőket és intenzív hőtermelést eredményez.
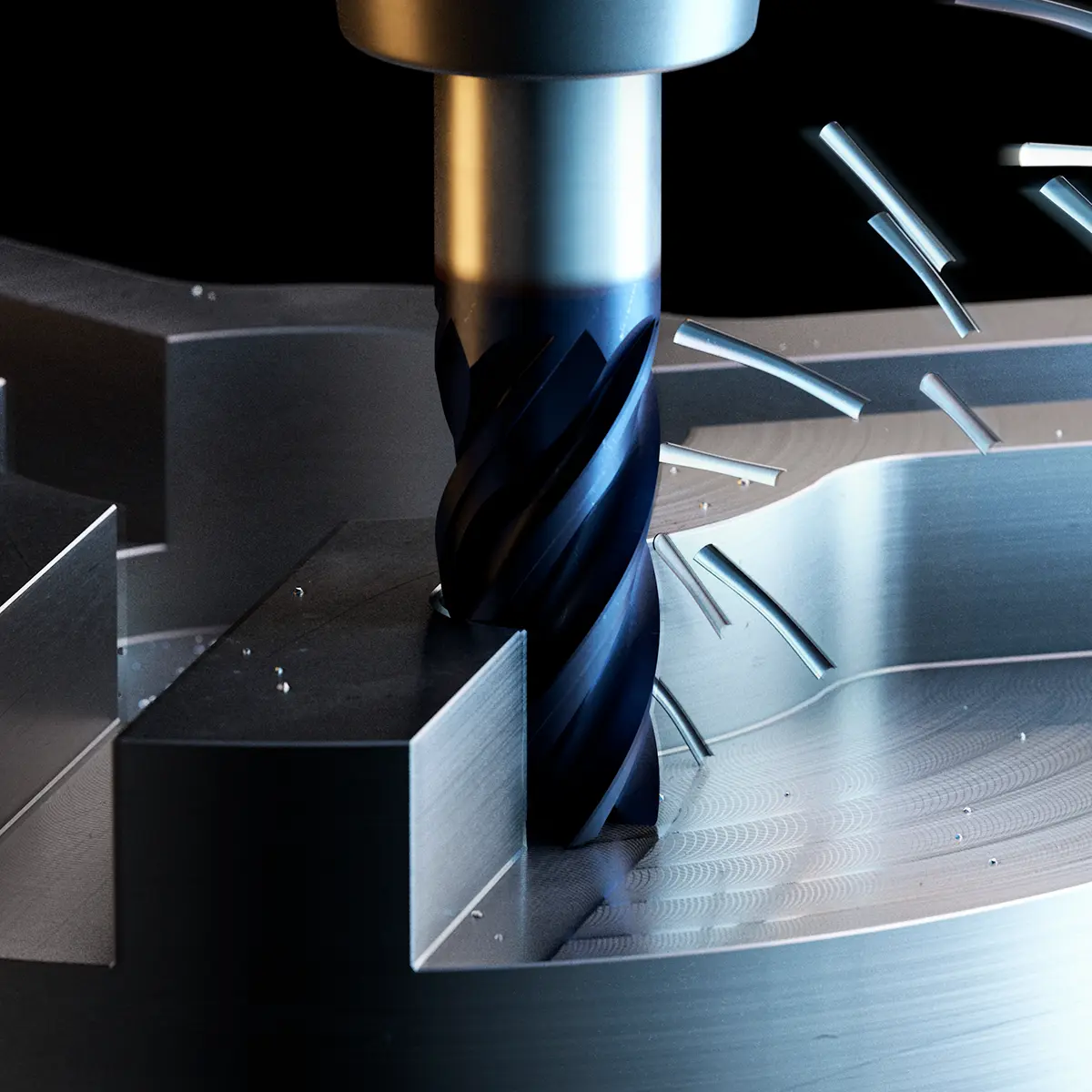
Ezzel ellentétben a dinamikus marás célja a folyamatos fogásban tartás és az állandó átlagos forgácsvastagság (hm) fenntartása.
Ez a stratégia egy kis radiális fogásmélységgel (Ae) és egy nagy axiális fogásmélységgel (Ap) éri el. A szerszám a teljes élhosszát használja, de egyszerre csak egy kis szeletet távolít el az anyagból, így a terhelés és a hőmérséklet drasztikusan csökken.
Az alábbi összehasonlítás bemutatja a két megközelítés közötti legfontosabb különbségeket:
| Hagyományos Marás | Dinamikus Marás (High Velocity Milling) |
|---|---|
 |  |
 |  |
| Alacsony forgácsolási sebesség (Vc) és előtolás (Vf) | Magas forgácsolási sebesség (Vc) és előtolás (Vf) |
| Széles, vastag forgács | Keskeny, vékony forgács |
| Változó, inkonzisztens forgácsvastagság | Állandó, kontrollált forgácsvastagság |
| Magas forgácsolási hőmérséklet | Csökkentett forgácsolási hőmérséklet |
| Magas, ingadozó forgácsolóerők | Alacsony, konzisztens forgácsolóerők |
| Gyors szerszámkopás | Hosszabb szerszáméltartam |
| Hosszú ciklusidők | Rövidebb ciklusidők és alacsonyabb költségek |
| Több szerszám szükséges a feladathoz | Csökkentett szerszámkészlet |
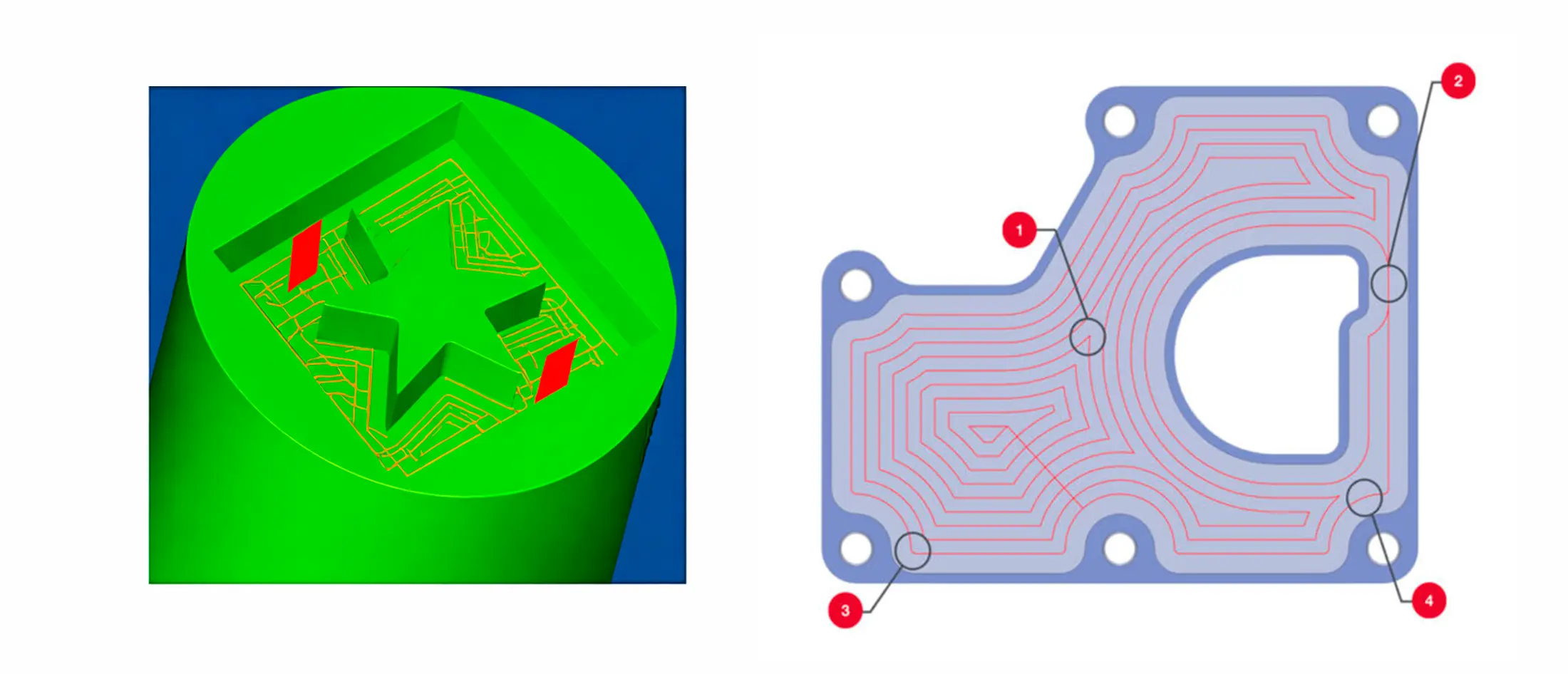
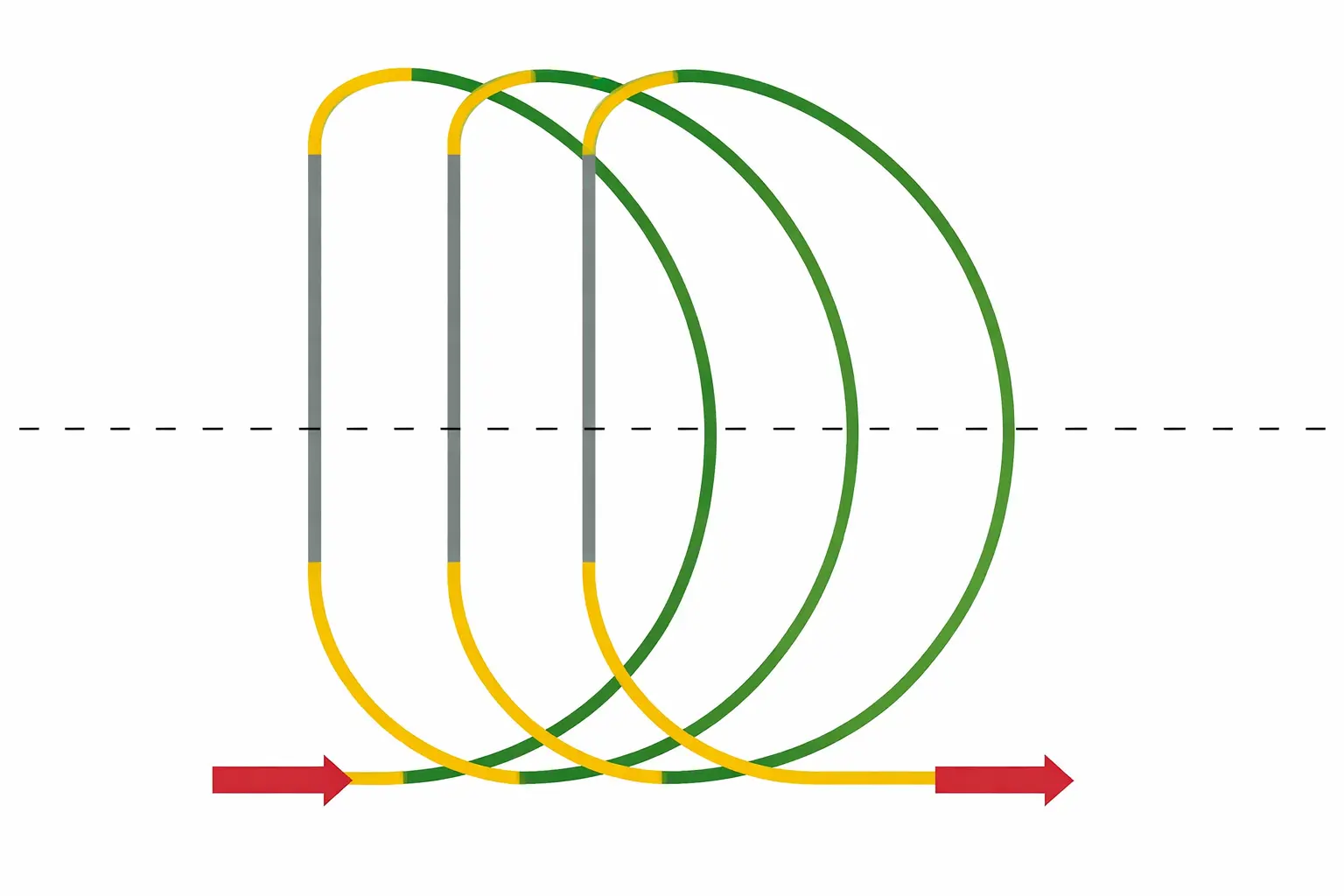
3. A trochoidális marás: a leghatékonyabb horonymarási technika
A trochoidális marás a dinamikus marás egy speciális alcsoportja, amelyet kifejezetten hornyok gyors és hatékony kialakítására fejlesztettek ki. Míg a dinamikus marás egy általános stratégia kontúrok és zsebek megmunkálására, a trochoidális pálya a leghatékonyabb módszer a teljes anyageltávolításra egy adott szélességben.
Fontos különbséget tenni a korábbi, „statikus” és a modern, „dinamikus” trochoidális pályák között.
Statikus trochoidális pálya
Régebbi, manuálisan vagy egyszerűbb CNC vezérlőkkel programozott mozgás, amely egy köríves és egy lineáris mozgás egymás utáni ismétléséből állt. Bár hatékonyabb a teljes horonymarásnál, jelentős üresjárati időt tartalmazott.
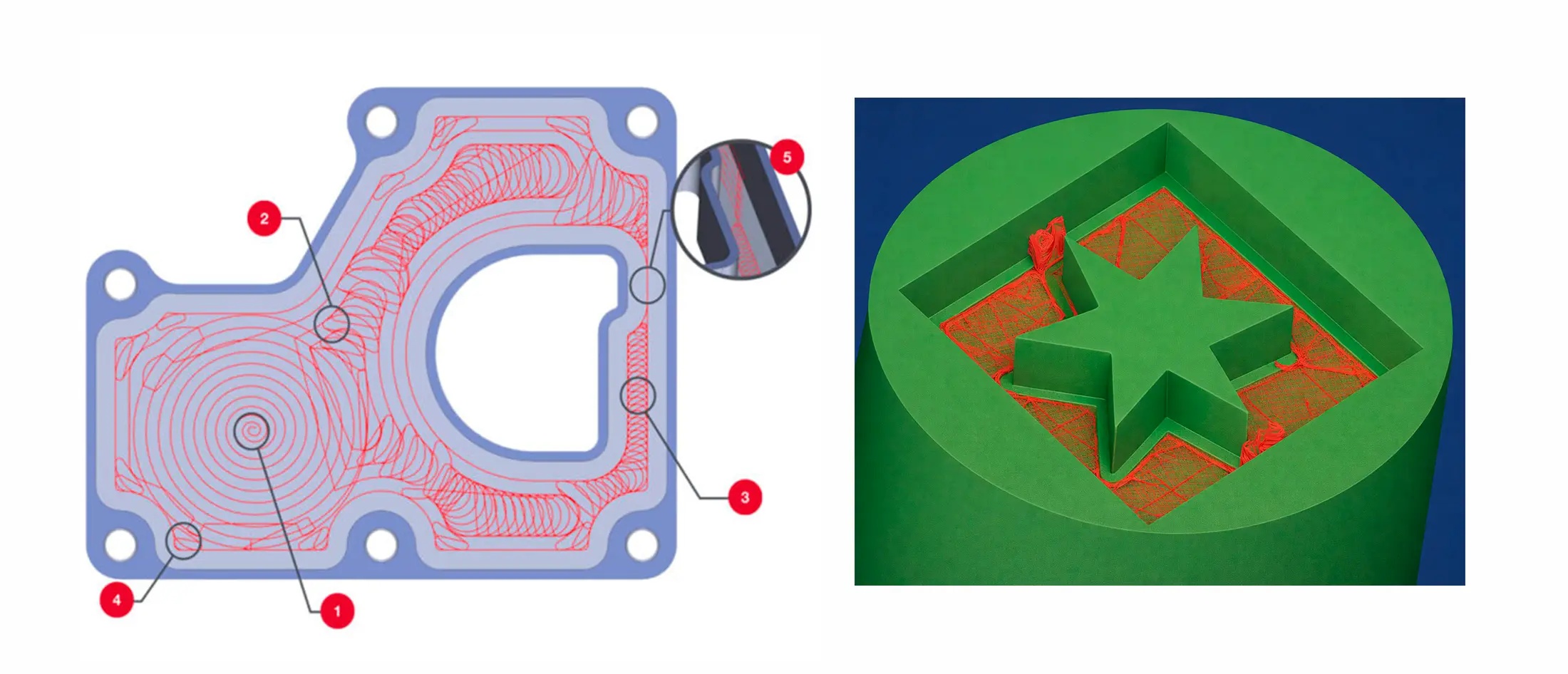
Dinamikus trochoidális pálya
A modern CAM-szoftverek által generált, folyamatos és sima szerszámpálya. Ezek a pályák – melyek gyakran nem tökéletes körívek, hanem a forgácsvastagság állandó szinten tartása érdekében torzított, optimalizált formák – minimalizálják az üresjárati időt, elkerülik az éles irányváltásokat, és folyamatosan fenntartják az állandó átlagos forgácsvastagságot (hm). Ez optimális forgácselvezetést és alacsonyabb hőterhelést biztosít, drámaian növelve a hatékonyságot.
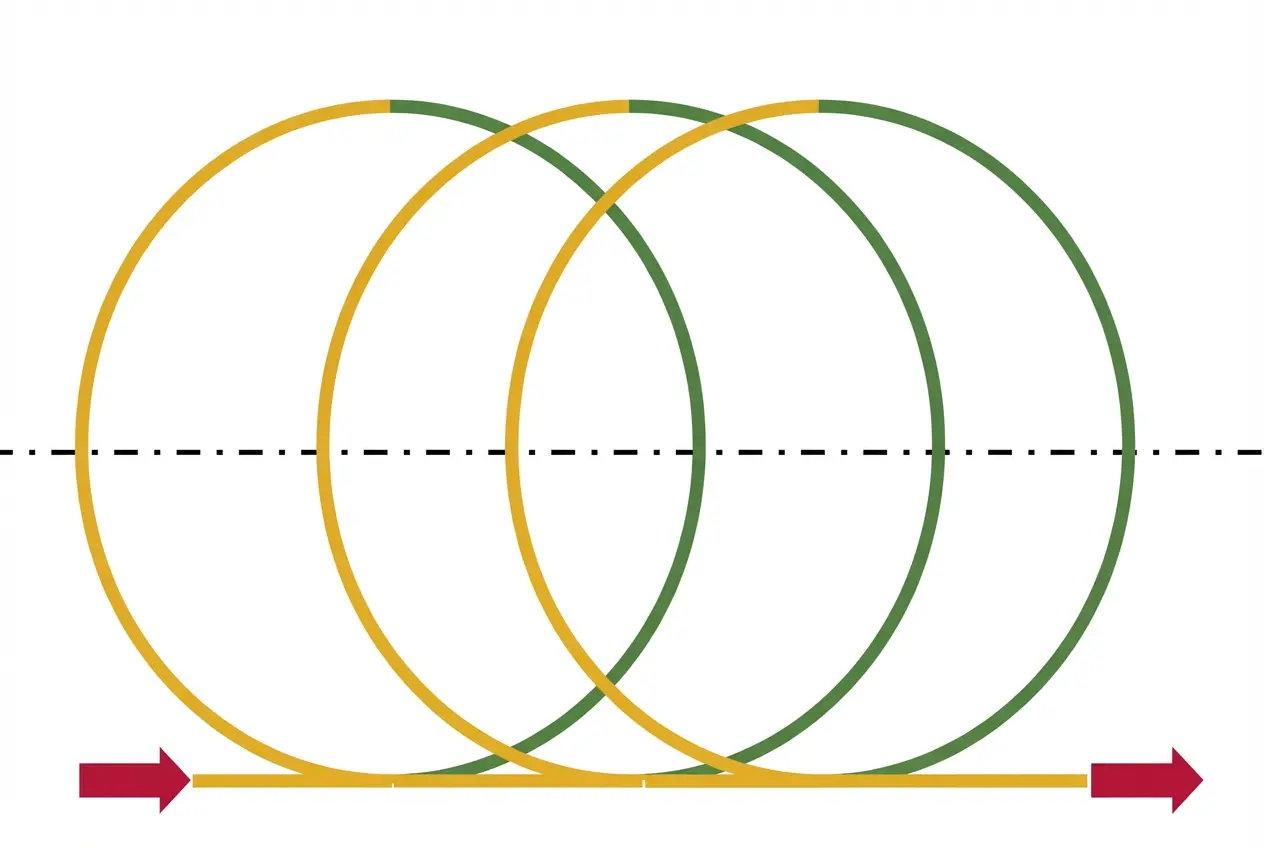
4. A forgácsvékonyodás erejének felfedezése: miért növelhetjük drasztikusan az előtolást?
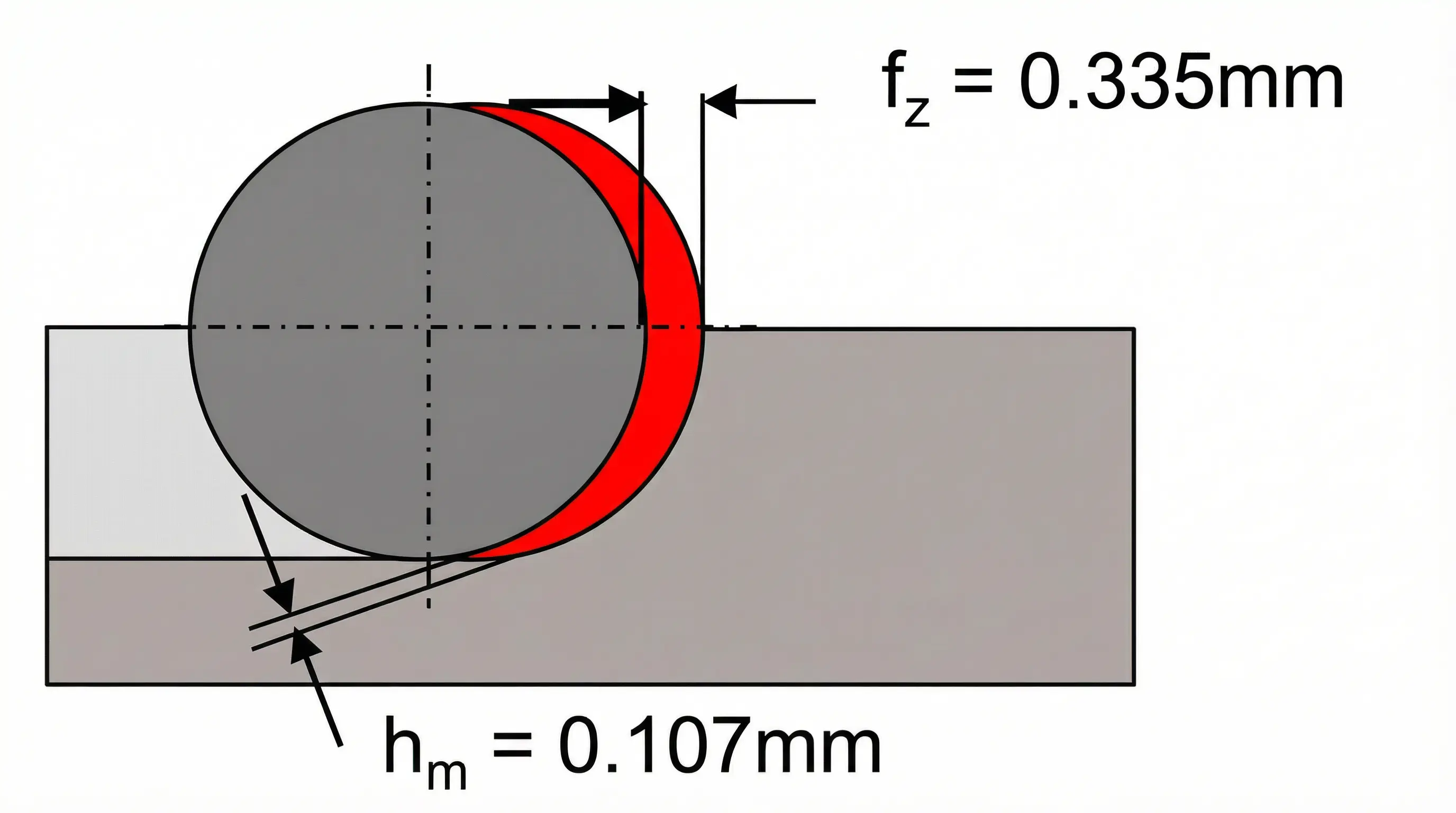
A dinamikus marás sikerének kulcsa a forgácsvékonyodás jelenségének megértése és tudatos kihasználása. Amikor a radiális fogásmélység (Ae) a szerszámátmérő 50%-a alá csökken, az átlagos forgácsvastagság (hm) lényegesen kisebb lesz, mint a beprogramozott fogankénti előtolás (fz).

Ez a tény a leggyakrabban figyelmen kívül hagyott alapvető összefüggés a marásban. Sokan nem veszik figyelembe, hogy kis radiális fogás mellett a szerszám éle valójában sokkal vékonyabb forgácsot választ le, mint amit az előtolási érték sugallna.
Az optimális forgácsolási feltételek és a megfelelő forgácsterhelés fenntartásához a forgácsvékonyodást kompenzálni kell. Ez azt jelenti, hogy az állandó, ideális átlagos forgácsvastagság (hm) eléréséhez az előtolást (fz) drasztikusan növelni kell, ahogy a radiális fogásmélység (Ae) csökken.
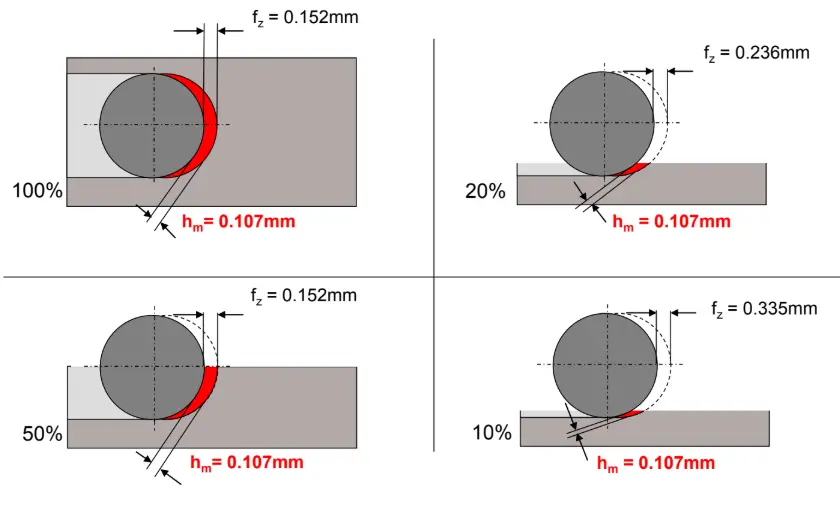
A YG-1 V7 Plus Ø12mm 6-élű szerszámmal végzett elemzés drámai eredményt mutat: míg egy 20%-os radiális fogásnál (Ae=2,4mm) az anyageltávolítási ráta (Q) 154 cm³/perc, addig a fogás 3%-ra csökkentésével (Ae=0,36mm) – az előtolás (fz) és a forgácsolási sebesség (Vc) megfelelő kompenzálásával – a ráta egészen 213 cm³/percre növelhető. Ez a forgácsvékonyodás tudatos kihasználásának ereje.
5. A sikeres dinamikus marás négy alappillére
A dinamikus marás sikeres alkalmazása nem csupán egyetlen tényezőn múlik, hanem négy kulcsfontosságú elem együttes meglétét igényli.
- Nagyon dinamikus CNC megmunkálóközpont: A gépnek képesnek kell lennie a gyors gyorsítási és lassítási mozgások precíz végrehajtására az optimalizált szerszámpályák követéséhez. El kell oszlatni azt a tévhitet, hogy ezek a gyors mozgások károsítják a gépet. Épp ellenkezőleg: a dinamikus marás során fellépő alacsonyabb és egyenletesebb forgácsolóerők valójában sokkal kíméletesebbek a gép orsójára és mechanikai elemeire, mint a hagyományos megmunkálás során fellépő ütésszerű terhelések.
- Intelligens CAD/CAM szoftver: A komplex, optimalizált szerszámpályák kiszámítása (pl. helikális interpoláció, D-pályák, „morphing” ciklusok) elengedhetetlen. A szoftver folyamatosan módosítja a szerszámpályát, hogy a fogásban tartás és a forgácsvastagság állandó maradjon, még bonyolult geometriák esetén is.
- Kifinomult marószerszám: Olyan speciális szerszámra van szükség, amely képes kezelni a nagy axiális fogásmélységet (Ap), és kialakítása lehetővé teszi a nagy mennyiségű forgács hatékony elvezetését a munkaterültről.
- Megbízható forgácsolási adatok: A CAM-programozáshoz és a folyamat finomhangolásához elengedhetetlenek a pontos és megbízható kiindulási forgácsolási paraméterek, amelyeket az adott szerszámhoz, anyaghoz és géphez optimalizáltak.
6. A megfelelő szerszám kiválasztása: stratégiai döntés a gyártásban
A megfelelő szerszám kiválasztása kritikus a dinamikus és trochoidális marás sikeréhez. A döntést három fő tényező határozza meg: a gép dinamikája, a megmunkálandó anyag tulajdonságai és a munkadarab geometriai jellemzői.
A YG-1 tapasztalatai alapján az ötélű (5 flutes) szerszámok, mint például a TitaNox-Power, a legtöbb alkalmazásban a legjobb kompromisszumot képviselik. Gyakran ezek a leginkább alulértékelt, ugyanakkor leghatékonyabb eszközök a dinamikus maráshoz, mivel optimális egyensúlyt teremtenek a magas termelékenység és a megbízható forgácselvezetés között.
Acélok és rozsdamentes acélok
A V7 Plus (4- és 6-élű változatok) és a TitaNox-Power 5-élű a legjobb választás acélok és rozsdamentes acélok dinamikus megmunkálásához.
V7 Plus 4-élű és 6-élű változat
TitaNox-Power 5-élű
Hosszú, mély megmunkálások – V7 Plus Chip Splitter
A V7 Plus Chip Splitter a speciális élgeometriájának köszönhetően kiválóan kezeli a hosszú forgácsokat, megelőzve azok feltekeredését. Különösen hasznos mélyfuratokhoz és hosszú axiális fogásmélységű trochoidális megmunkáláshoz.
Öntöttvas
A 6-élű V7 Plus a legjobb választás öntöttvas nagy hatékonyságú megmunkálásához, ahol a magas termelékenység és a hosszú szerszáméltartam a prioritás.
Alumínium
Az Alu-Power HPC 3-élű szerszámot kifejezetten alumínium nagy sebességű megmunkálására tervezték. A bő forgácselvezető hornyok és a speciális élgeometria garantálja a kifogástalan eredményt még extrém előtolásoknál is.
Titán és Inconel
A TitaNox-Power 5-élű szerszámok ideálisak ezekhez a nehezen megmunkálható, hőálló ötvözetekhez. A dinamikus marás különösen előnyös hőálló anyagoknál, ahol a hőmérséklet-csökkentés kulcsfontosságú a szerszáméltartam szempontjából.
7. Konklúzió: valós eredmények és a modern gyártás új szemlélete
A dinamikus marás nem csupán elméleti előnyökkel jár, hanem kézzelfogható, mérhető eredményeket produkál a gyártásban. A dinamikus stratégiák bevezetése a következő üzleti előnyöket biztosítja:
- Drámaian csökkentett ciklusidők
- Jelentősen hosszabb szerszáméltartam
- Alacsonyabb gyártási költségek
- Csökkentett szerszámkészlet, mivel egyetlen sokoldalú szerszám több feladatot is el tud látni
A dinamikus marás tehát több mint egy technika; egy modern, digitális és fenntartható gyártási filozófia. Egy olyan szemlélet, ahol az adatvezérelt döntések, az intelligens szoftverek és a csúcstechnológiás szerszámok együttesen maximalizálják a termelékenységet, és új szintre emelik a CNC megmunkálás hatékonyságát.




