 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
Átfogó útmutató a szorítóhüvelyekhez: típusok, előnyök és alkalmazások

A modern CNC megmunkálás során hajlamosak vagyunk minden figyelmet a többtengelyes gépekre és a legújabb bevonattal ellátott keményfém marókra fordítani. Azonban gyakran látni ugyanazt a hibát: egy méregdrága szerszámot egy elhasznált, filléres szorítóhüvelybe fognak be, majd csodálkoznak a gyenge felületi minőségen. A szerszámbefogás nem csupán technikai részlet, hanem a sikeres forgácsolás alapköve.
Bár a szerszámokra nagy hangsúlyt fektetünk, a szorítóhüvelyek (patronok) méltatlanul háttérbe szorulnak. Pedig ezek az elemek a megmunkálási lánc „lengéscsillapítói”: kulcsszerepük van a vibrációk elnyelésében és a rendszer dinamikus stabilitásában.
1. Miért nem csak egy egyszerű tartozék a patron?
A befogás minősége közvetlenül meghatározza a megmunkálás legfontosabb tényezőit. A minimális ütés elengedhetetlen a szoros tűrések tartásához, a rezgések hatékony csillapítása pedig tükrös felületet eredményez. A stabil befogás emellett megakadályozza az élek egyenetlen terhelését és a mikro-csorbulásokat, biztos megfogás mellett pedig minimálisra csökken a szerszám megcsúszásának vagy kihúzódásának kockázata.
- Megmunkálási pontosság: a minimális ütés elengedhetetlen a szoros tűrések tartásához.
- Felületi minőség: a rezgések hatékony csillapítása tükrös felületet eredményez.
- Szerszámélettartam: a stabil befogás megakadályozza az élek egyenetlen terhelését.
- Folyamatbiztonság: a biztos megfogás csökkenti a szerszám megcsúszásának kockázatát.
- Termelékenység: a merev rendszer lehetővé teszi az előtolás és a vágósebesség maximalizálását.
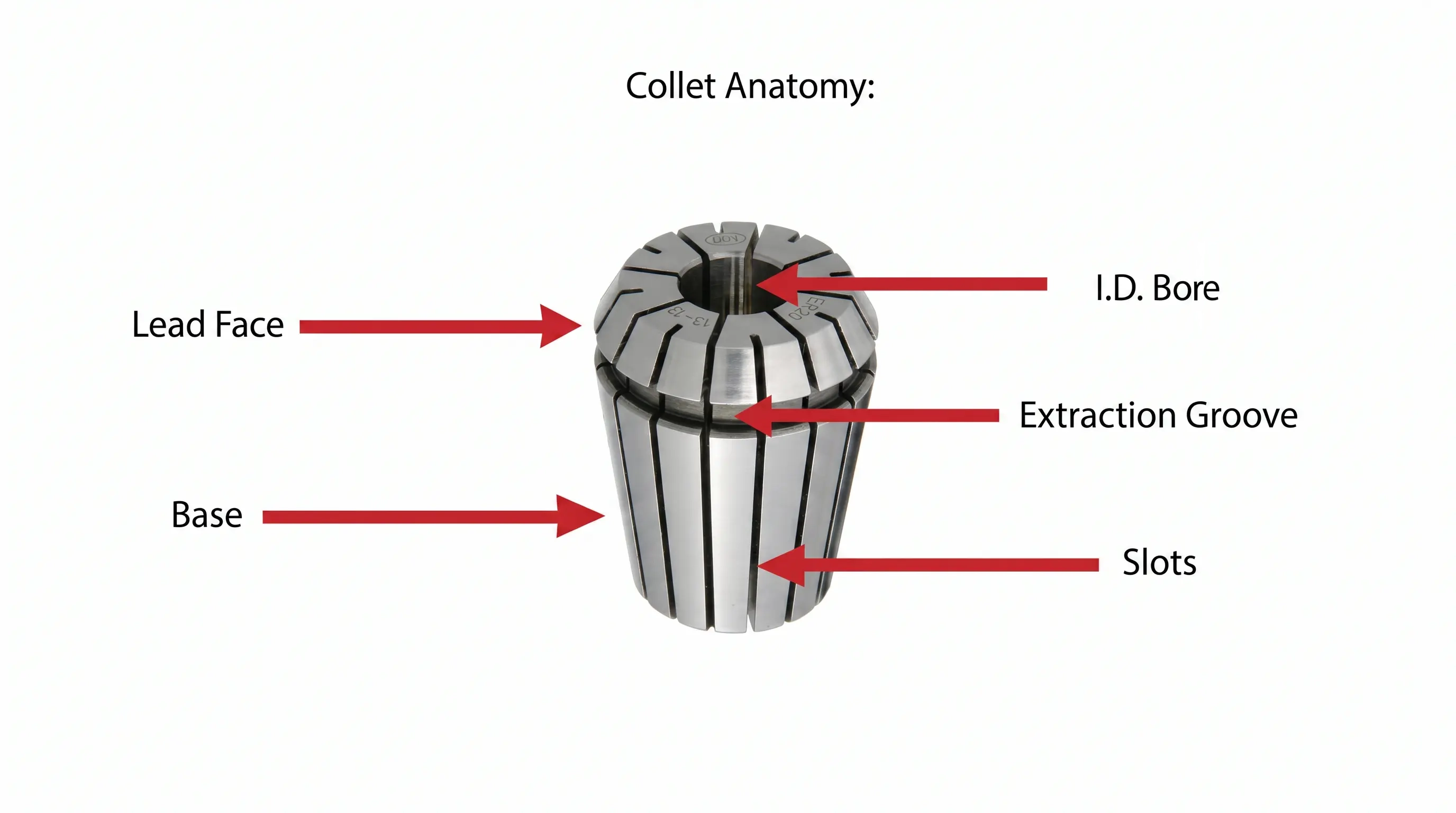
2. A szorítóhüvely működési elve és anatómiája
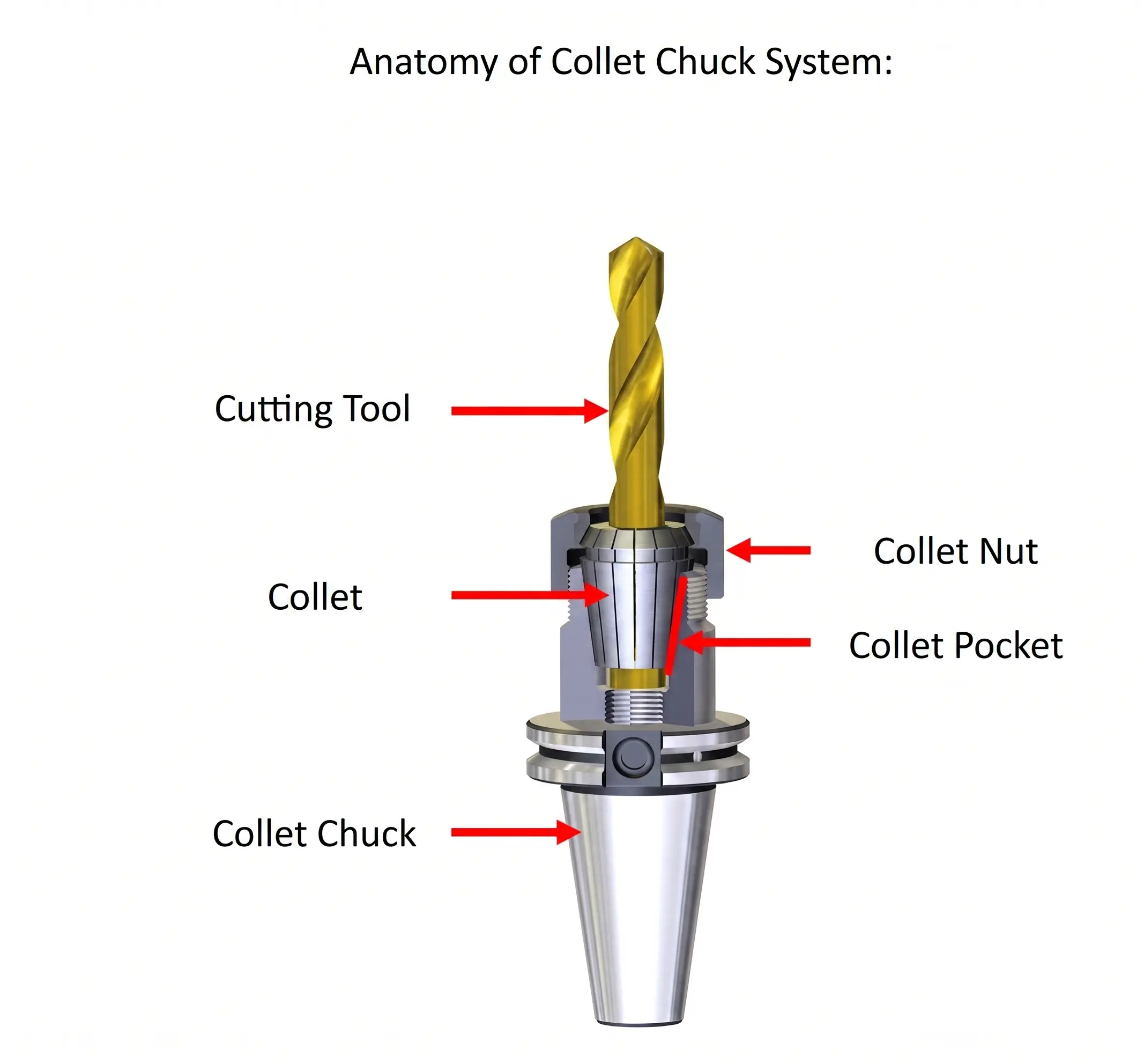
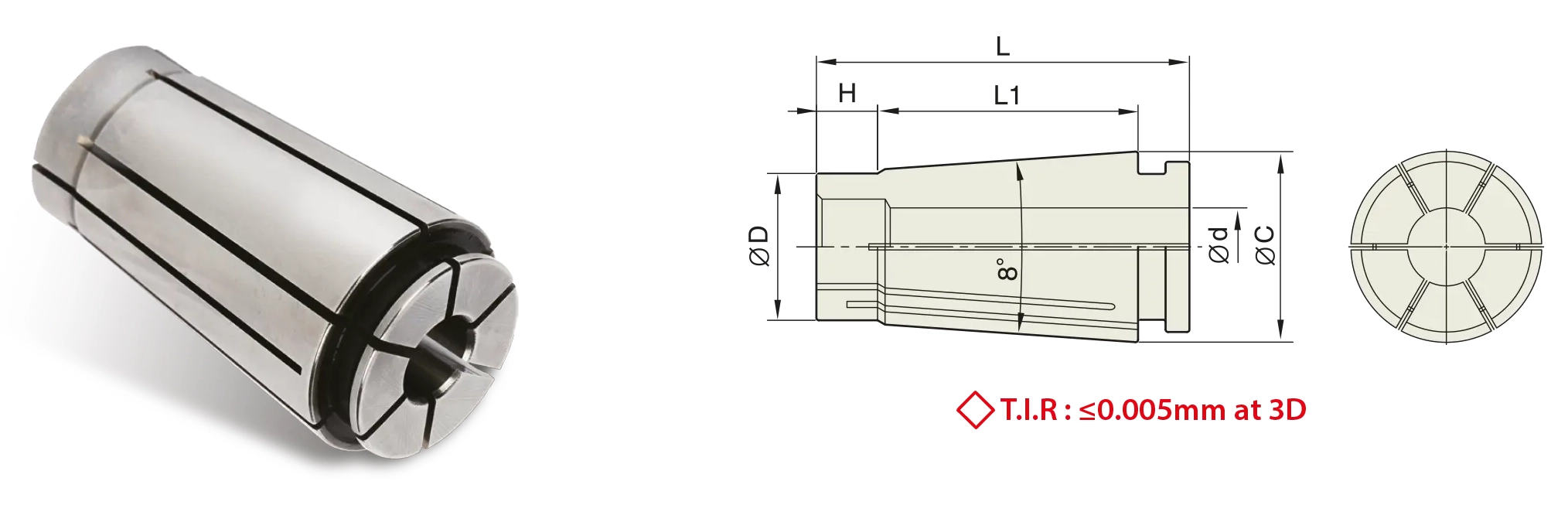
A szorítóhüvely egy rugós mechanizmusú, hasított befogóeszköz, amelynek feladata a szerszámszár 360 fokos, egyenletes körbefogása. A rendszer lelke a szorítóhüvely kúpos külső felülete, amely illeszkedik a befogótest belső kúpos fészkébe. Amikor a szorítóanyát meghúzzuk, az axiális irányban benyomja a hüvelyt a kúpba. A hüvelyen lévő hosszanti rések lehetővé teszik a belső furat összehúzódását, ami hatalmas radiális szorítóerőt generál.
A hagyományos fúrótokmányokkal szemben a szorítóhüvelyek kiemelkedő központosítást és minimális ütést (T.I.R.) garantálnak. Míg egy fúrótokmány csak három ponton érintkezik, a szorítóhüvely a teljes felületen felfekszik, így drasztikusan csökkenti a szerszám ütését.
3. A választás tétje: a nem megfelelő befogás kockázatai
Egy kopott vagy rosszul megválasztott szorítóhüvely a legmodernebb gépet is korlátozza. Szakmai szempontból kritikus megérteni a statikus és dinamikus pontosság közötti különbséget. Egy kopott hüvely a szerszámbemérőn, terhelés nélkül még mutathat jó futáspontosságot, de a forgácsolás során fellépő oldalirányú erők hatására a rendszer stabilitása összeomolhat.
A nem megfelelő stabilitás mikro-vibrációkat kelt, ami roncsolja a felületet és idő előtt tönkreteszi a szerszámot.
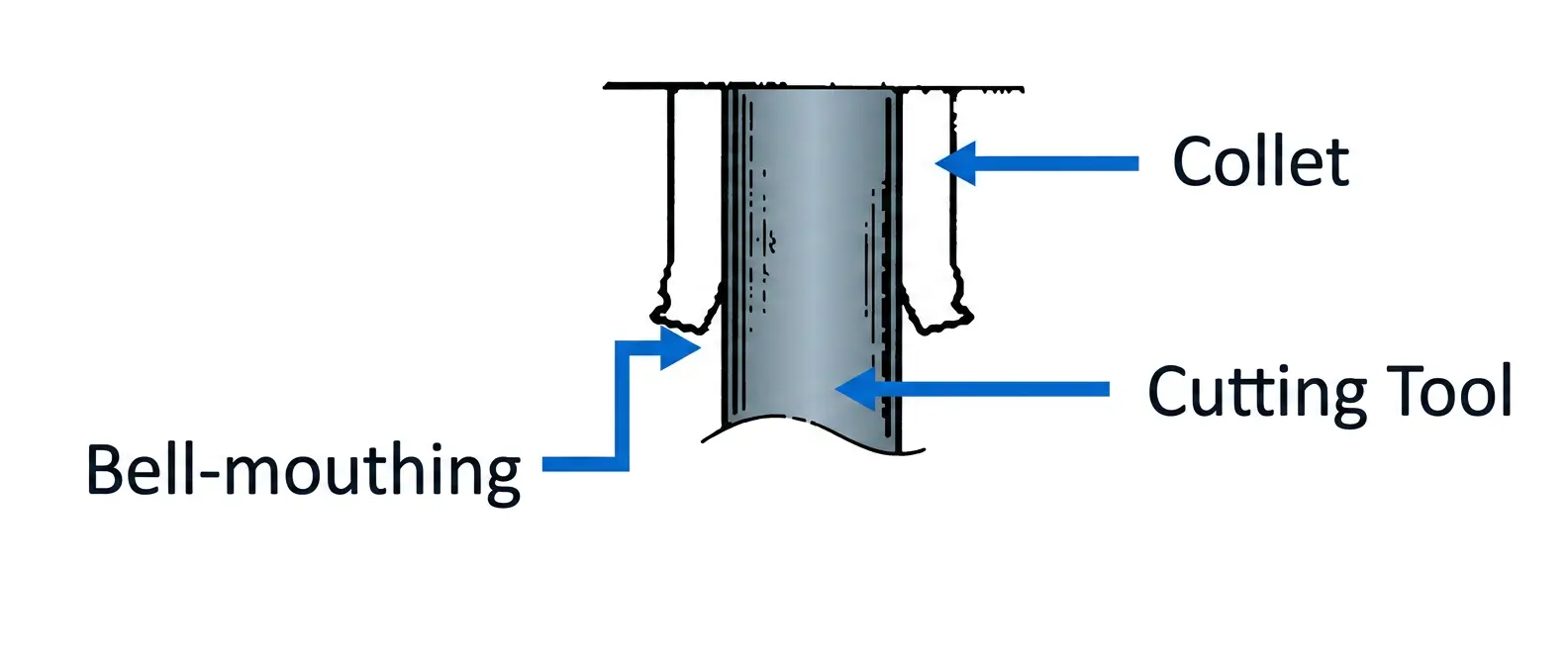
A marás közbeni nagy oldalirányú terhelés miatt a hüvely szája idővel kitágul. Ez a deformáció nagyobb szerszámlehajlást enged, ami fokozott rezgéshez vezet.
A pontatlan központosítás mérethibákat okoz, ami miatt a munkadarab kiesik a tűrésmezőből.
A szorítóhüvely tehát nem csupán egy alkatrész, hanem a teljes befogórendszer stratégiai eleme, amelynek állapota meghatározza a gyártás gazdaságosságát.
4. Átfogó körkép a legfontosabb szorítóhüvely-típusokról
A leguniverzálisabb (1–26 mm) és legelterjedtebb rendszer. Maráshoz, fúráshoz és esztergáláshoz egyaránt ideális. Kialakítása 8°-os félkúpszöget alkalmaz, ami jó egyensúlyt teremt a szorítóerő és a rugalmasság (széles összehúzódási tartomány) között.


Nehéz forgácsolási feladatokhoz tervezve. A titka a 4°-os félkúpszög, amely (az ER 8°-os szögével szemben) sokkal nagyobb szorítóerőt és stabilitást biztosít, különösen hosszú szerszámok esetén. Hátránya a kisebb rugalmasság: minden szárat a pontos méretű hüvellyel kell megfogni.

Robusztus, nagy szorítóerejű és kiváló körfutási pontosságú szorítópatronok. A nagyobb érintkezési felület és a masszív kialakítás miatt lényegesen nagyobb befogóerőt biztosítanak, mint a hagyományos patronok. Hengeres szárú szerszámok (fúrók, marók) biztonságos rögzítéséhez használják őket marógépekben.

Dupla kúpkialakításúak, főleg finommegmunkáláshoz és kisebb szerszámokhoz. Fontos korlát: a DA hüvelyeknél gyakori probléma, hogy a szorítás során csak két szemközti felületen fognak (a 4-4 réses kialakítás miatt), ami szerszámlehajláshoz és rezgéshez vezethet nagyobb terhelésnél.

Elsősorban esztergáláshoz, nagy szorítóerővel. Kiváló kör-, hatszög- és négyszögprofilok gyors és pontos befogására.

Nagy pontosságú európai rendszer, amely kiemelkedő futáspontosságot biztosít modern CNC központokban.
A hagyományos függőleges marógépek (pl. Bridgeport) sztenderdje. Költséghatékony, de pontossága elmarad a modern ER vagy SK rendszerekétől.

| Típus | Mérettartomány | Legjobb felhasználás | Pontosság | Szorítóerő | Gépkompatibilitás |
|---|---|---|---|---|---|
| ER és OZ | 1 mm – 26 mm | CNC marás, fúrás, esztergálás | Magas | Közepes | CNC esztergák, marók |
| 5C, 16C, 173E | Különböző, befogott alak szerint | Esztergálás, hatszög/négyzet/kör keresztmetszet | Közepes vagy magas | Magas és nagyon magas | Esztergák |
| R8 | 1/8” – 7/8” | Marógépek (Bridgeport stílusú) | Közepes | Alacsony | Függőleges marók |
| SK | Különböző | CNC marógépek (Európa) | Nagyon magas | Közepes | CNC megmunkáló központok |
| DA | 1/8” – 1” | Fúrás, kiesztergálás, kis szerszámok | Magas | Alacsony | Maró- és fúrógépek |
| Menetelő | Menetfúró méret szerint | Menetfúrás és menetvágás | Magas | Kiváló (négyszög-rögzítés) | CNC és hagyományos gépek |
5. Menetmegoldások: menetelő szorítóhüvelyek
Nagy nyomatékú menetfúrásnál a hagyományos hengeres befogás gyakran csődöt mond: a szerszám megcsúszhat, ami menet- vagy szerszámtöréshez vezet. Itt a folyamatbiztonság a legfőbb érv a speciális hüvelyek mellett.
A belső furat végén egy négyszögfészek található, amely mechanikusan reteszeli a menetfúró szárát, teljesen kizárva az elfordulást.
Tengelyirányú kompenzációt tesznek lehetővé. Ez megvédi a szerszámot, ha a gép előtolása és a menet emelkedése nincs tökéletes szinkronban (pl. nem szinkronozott menetfúrásnál).
Ezek a megoldások lehetővé teszik a belső hűtést is, ami kritikus a mély menetek és a hatékony forgácskivezetés szempontjából.


6. Karbantartás és élettartam: hogyan óvjuk a rendszert?
A szorítóhüvely kopóalkatrész, amelynek áldozati szerepe van: puhább anyagból készül, hogy megvédje a méregdrága főorsót és a befogótestet a kopástól.
Az új hüvelyeket gyárilag korróziógátló bevonattal látják el. Ezt a szállítási védőréteget használat előtt WD40-nel le kell takarítani, mert jelenléte csökkenti a súrlódást és a szorítóerőt. A tisztításhoz használjunk rézkefét és tiszta rongyot.
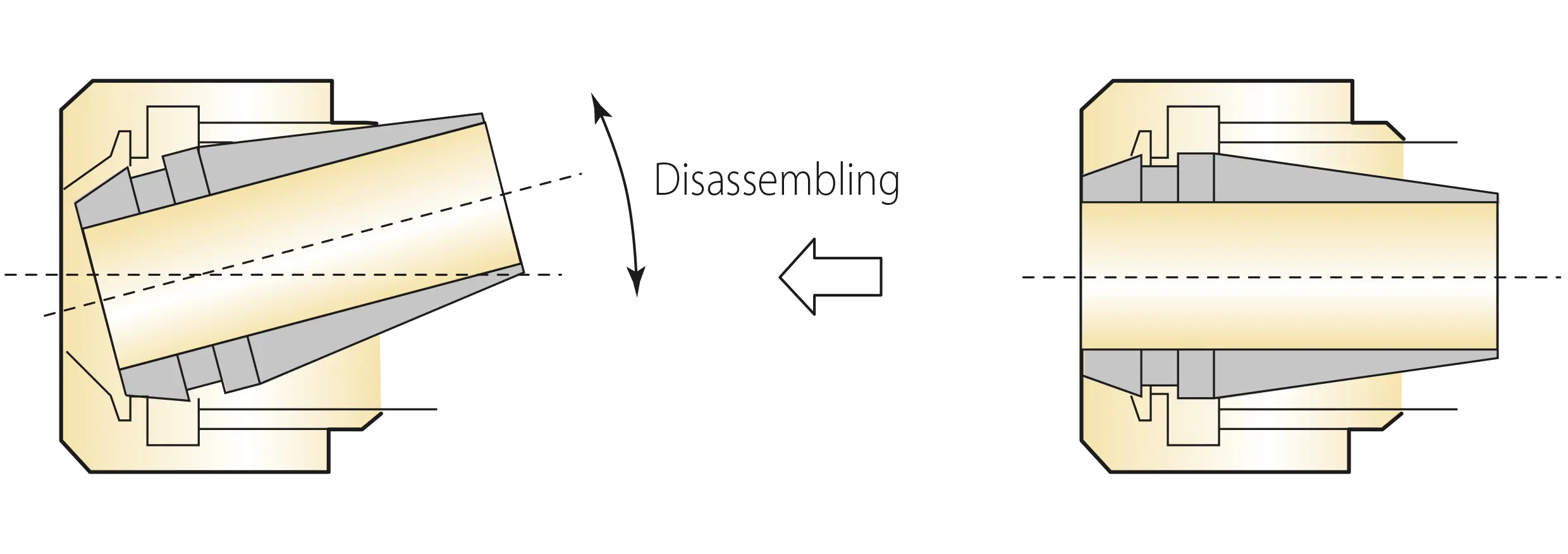
A hüvelyt soha ne helyezzük közvetlenül a befogótestbe. Először pattintsuk bele a szorítóanyába, ügyelve rá, hogy a hüvely kivető hornya pontosan illeszkedjen az anya excentrikus kivető gyűrűjébe. Ha ez elmarad, a hüvely nem ül fel rendesen, ami berágódáshoz és pontatlansághoz vezet.
Cseréljük a hüvelyt, ha rezgési korrózió okozta rozsdaszerű elszíneződés vagy berágódás (vonalak a vezetőfelületen) jeleit látjuk.
Intenzív használat mellett a szorítóhüvelyek cseréje 4–6 havonta javasolt. Ne várd meg, amíg a szerszám törik!
7. Összegzés és tanácsok a választáshoz
A megfelelő szorítóhüvely kiválasztása nem csupán beszerzési feladat, hanem mérnöki döntés. A stabil befogás drasztikusan növeli a szerszámélettartamot és csökkenti a selejtarányt.
- Feladat jellege: finommegmunkáláshoz (ER/SK) vagy nagy teljesítményű nagyoláshoz (TG)?
- Szerszámgeometria: speciális menetfúró szárat vagy sima hengeres szárat kell rögzíteni?
- Kúpszög jelentősége: ne feledd az ER 8° és a TG 4° közötti különbséget a szorítóerő tekintetében.
- Pontossági igény: mekkora a megengedett futáspontossági hiba (T.I.R.)?
Ha kétséges, dobd ki! Egy elhasznált szorítóhüvely cseréje nagyságrendekkel olcsóbb, mint egyetlen idő előtt tönkrement keményfém maró vagy egy selejtes munkadarab pótlása. A tudatos választás és a rendszeres karbantartás hosszú távon stabil minőséget és jelentős profitot termel a gyártásban.
![Patronok [Kemmler]](https://tooler.com/attachments/landing/blog_assets/24/cta_kemmler.webp)
![Patronok [YG-1]](https://tooler.com/attachments/landing/blog_assets/24/cta_yg1.webp)