HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
HPC Marás: A termelékenység dimenziója - új logika a forgácsolásban
1. A HPC marás szerepe a modern gyártásban
A modern gyártási környezetben a műhelyek folyamatos nyomás alatt dolgoznak. A ciklusidők csökkentése már nem versenyelőny, hanem alapkövetelmény. Ennek ellenére sok helyen még mindig a hagyományos, óvatos megmunkálási stratégiák dominálnak, ahol a stabilitást minimális fogásmélységgel próbálják biztosítani. Ez a megközelítés a mai gépórabérek és piaci elvárások mellett egyszerűen nem tartható. A biztonság látszólagos, a veszteség viszont nagyon is valós: időben, pénzben és kapacitásban.
A High Performance Cutting (HPC) nem marketing fogalom, hanem fizikán alapuló technológia. Egy jól felépített HPC stratégia esetén – például TitaNox-Power HPC szerszámmal és trochoidális pályával végzett megmunkálásnál 316-os rozsdamentes acélban – a ciklusidő 1 óráról akár 18 percre csökkenthető. Ez már nem finomhangolás, hanem nagyságrendi különbség.
2. Mi a HPC marás és mikor indokolt a használata?
A HPC lényege nem a fordulatszám agresszív növelése. A kulcs a szerszámterhelés tudatos szabályozása és a geometria optimalizálása a maximális anyagleválasztási sebesség (MRR) eléréséhez. A stabilitást itt nem a kis fogásvétel, hanem a szerszám tervezett vibrációcsökkentő elemei adják.
A HPC marás a ciklusidők csökkentése és a termelékenység növelése iránti igény miatt vált népszerűvé, különösen a nehezen megmunkálható vas alapú anyagoknál. Különösen ajánlott az alkalmazása:
- Modern dinamikus és trochoidális marási stratégiákhoz.
- Ha a termelékenység fontosabb, mint a maximális felületi minőség.
- Ha egy setup-on belül többféle anyagot (ISO P, M, S, K) kell megmunkálni.
- Olyan helyeken, ahol a gép merevsége vagy a fordulatszám korlátai nem teszik lehetővé a HSC (High Speed Cutting) alkalmazását.
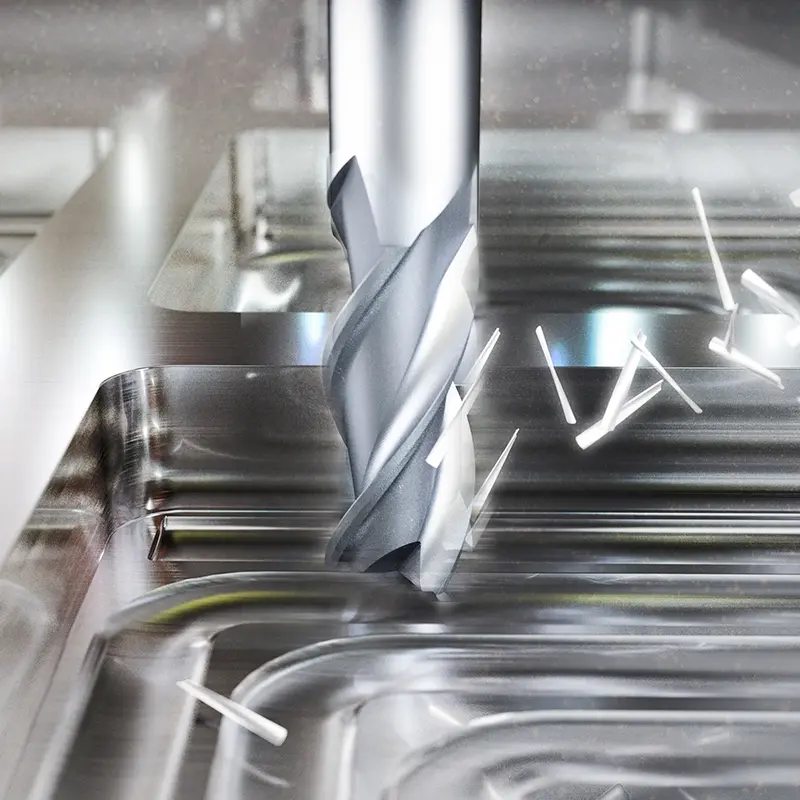
- Alumíniumnál más a cél: extrém vágósebesség >> elkerülni a beolvadást és ezzel az élfelrakódást. Itt a forgácselvezetés és a hőkontroll a domináns cél.
3. A HPC szerszámok technikai sajátosságai: mérnöki válaszok valós problémákra
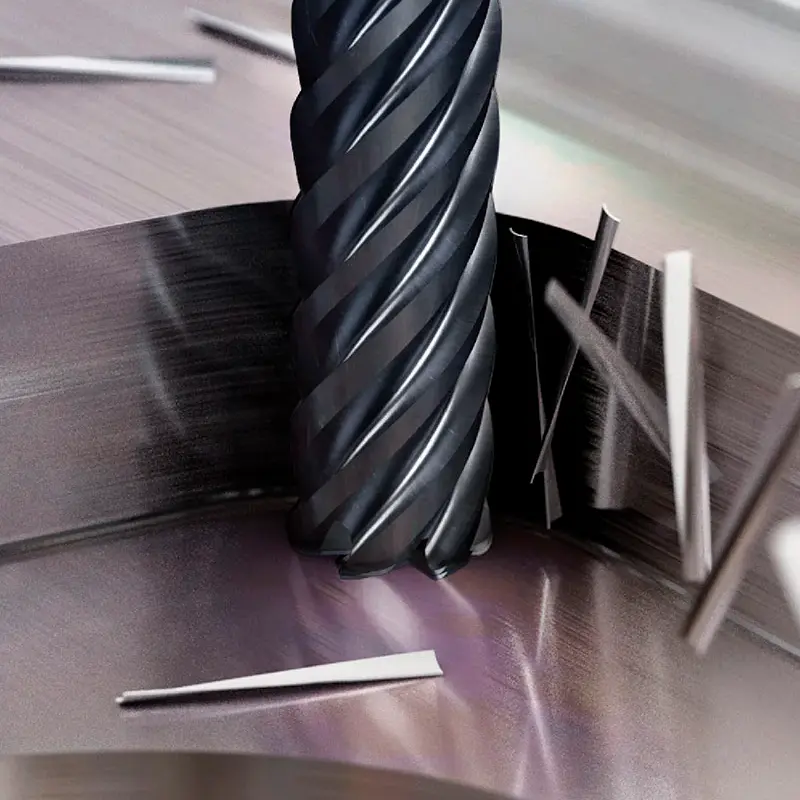
A HPC marás alapja az optimalizált szerszámgeometria és a szabályozott fogásvétel. A HPC marók olyan speciális jellemzőkkel rendelkeznek, mint a változó vagy többszörös spirálszög, az egyenlőtlen fogosztás és a megerősített vágóélek, amelyek segítenek a forgácsterhelés kezelésében és a vibráció csökkentésében.
Rezgéscsillapítás: változó spirálszög és egyenlőtlen fogosztás
A változó spirálszög és az egyenlőtlen fogosztás elengedhetetlen a harmonikus rezgések megtöréséhez.
A 38° körüli spirálszög szerepe
Kiemelt szerepe van a 38° körüli spirálszögnek, amely teli-horonymarásnál közel optimálisnak tekinthető. Ilyenkor a megmunkálás során folyamatosan legalább két él kapcsolatban marad a megmunkált anyaggal, ami egyenletesebb terhelést és stabilabb forgácsolást eredményez.
Anyag és bevonat: keményfém szubsztrát + AlCrN-alapú bevonatok
A szerszámok anyaga általában mikroszemcsés keményfém szubsztrát, amelyet fejlett kopásálló bevonatokkal látnak el, hogy bírják a jelentős hő- és mechanikai igénybevételt.
Forgácstörő (Chip Breaker) vs. forgácshasító (Chip Splitter)
Fontos különbség van a forgácstörő (chip breaker) és a forgácshasító (chip splitter) között is. A hagyományos forgácstörők gyengítik az élt. A forgácshasító ezzel szemben csak megtöri a forgács folytonosságát, így az a munkatérből való távozás közben szakad el. Az eredmény: kisebb szerszámterhelés és kevesebb problémás, hosszú forgács.
4. Hagyományos vs. HPC: nem paraméter, hanem szemlélet kérdése
A HPC-re való áttérés technológiai paradigmaváltást igényel. A stabilitást a dinamikus pálya és a speciális geometria biztosítja, nem az erők elkerülése. Míg a hagyományos marásnál gyakran konzervatív paramétereket és sekélyebb fogásvételeket alkalmaznak a stabilitás érdekében, a HPC technológia lehetővé teszi a stabil nagyolást és elősimítást nagyobb tengelyirányú fogásmélységgel (Ap) is. A HPC szerszámokat kifejezetten úgy tervezték, hogy fenntartható módon kezeljék a nagyobb terhelést, szemben az általános célú szerszámokkal, amelyek inkább a sokoldalúságra, mintsem a maximális teljesítményre fókuszálnak.
| Paraméter | Hagyományos megmunkálás | HPC (High Performance Cutting) |
|---|---|---|
| Fogásmélység (Ap) | Alacsony (konzervatív) | Magas (akár teljes élhossz) |
| Radiális fogás (Ae) | Alacsony | Kontrollált, dinamikusan optimalizált |
| Stabilitás forrása | Alacsony vágóerők | Rezgéscsillapító geometria és szerszámpálya |
| Fizikai hatás | Minimális axiális erő | Dugóhúzó hatás (kihúzza a szerszámot) |
| Tipikus szerszámbefogás | ER-patron is megfelelő | Zsugor- vagy erőbefogó kötelező |
| Anyagleválasztási sebesség | Alacsony – közepes | Drasztikusan magasabb MRR |
A dugóhúzó hatás és a befogás
A magas spirálszög miatt fellépő hatás jelentős felfelé irányuló erőt generál. Ez konkrétan megpróbálja kihúzni a szerszámot a befogóból. Ez az a pont, ahol a valóság utoléri a technológiát: egy hagyományos ER-patronos befogó itt gyakran kevés. HPC megmunkálásnál zsugorbefogó vagy nagy szorítóerejű erőbefogó használata gyakorlatilag alapfeltétel.
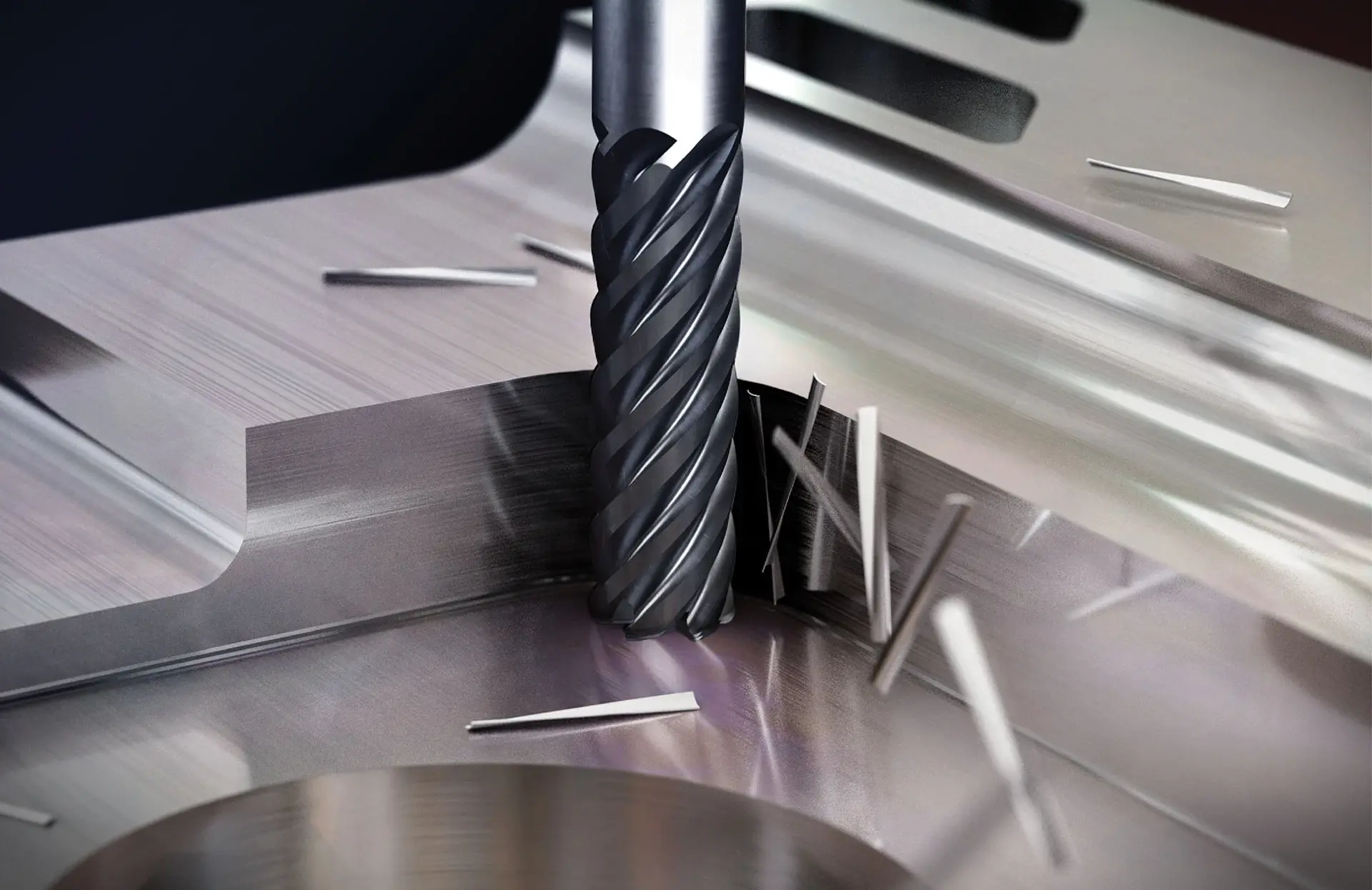
Az élszám hatása az anyagleválasztásra
A maximális anyagleválasztási sebesség (MRR) növekedése például közvetlenül kapcsolódik az élszámhoz. Egy 4 élről 5 élre váltás azonos fogankénti előtolás mellett azonnal kb. 25%-os teljesítménynövekedést ad. Az éltartam növekedése pedig abból adódik, hogy a terhelés nem egy ponton koncentrálódik hanem eloszlik a teljes él mentén. Ez csökkenti a lokális túlmelegedést és a mechanikai kifáradást.
A HPC marás előnyei: nem állítások, hanem fizikai következmények
A HPC előnyei nem „jobban működik” típusú állítások, hanem konkrét fizikai következmények:
- Magasabb anyagleválasztási sebesség (MRR): Drasztikusan csökkenti a ciklusidőt.
- Javult szerszámélettartam: A rezgéscsillapító geometria és a modern bevonatok révén kiszámíthatóbb a kopás.
- Költséghatékonyság: Az optimalizált szerszámok gyakran alacsonyabb darabonkénti költséget eredményeznek a hosszabb élettartam és a kevesebb selejt miatt.
- Folyamatstabilitás: Stabil forgácsolási viselkedést mutat még változó fogásvételi körülmények között is.
- Kombinált stratégiák: Egyetlen HPC szerszám alkalmas lehet a nagyolásra és a simításra is, csökkentve a szerszámcserék számát.
5. Döntési szempontok a gyakorlatban
A HPC nem tolerálja a csupán „majdnem jó” körülményeket, minden apró hiba felnagyítva jelentkezik:
- Szerszám ütése (runout): egyenetlen élterhelés → gyors törés
- CAM stratégia: mély fogásnál trochoidális pálya szükséges
- Bemerülés (rampolás): kerülni kell a hirtelen terhelésugrást
- Hűtés: alumíniumnál a nyomás és térfogat számít, nem a koncentráció

A sikeres HPC marás alkalmazásának feltételei
A HPC technológia teljes kihasználásához bizonyos feltételeknek teljesülniük kell:
- Gép merevsége: Közepes vagy magas merevségű szerszámgépet igényel.
- Optimális szerszámbefogás: Minimalizálni kell a maró útését (runout) merev befogók (pl. hidraulikus, erő vagy zsugorbefogók) használatával.
- Rövid kinyúlás: A szerszám minél rövidebb kinyúlása javítja a stabilitást.
- Szabályozott sugárányú fogásvétel (Ae): Kerülni kell a túlzott teljes szélességű fogásokat maximális mélységnél.
- Modern pályatervezés: Állandó szerszámterhelést biztosító stratégiák alkalmazása javasolt.
- a cél a maximális MRR és rövid ciklusidő,
- a gép és a befogás stabil, merev,
- acél, rozsdamentes, titán vagy Inconel a megmunkálandó anyag,
- trochoidális vagy dinamikus CAM-pályán dolgozunk.
- alumíniumot kell forgácsolni,
- extrém vágósebességet szeretnénk elérni,
- a forgácselvezetés és hőkontroll a domináns cél,
- el kell kerülni a beolvadást és élfelrakódást,
- polírozott hornyokra van szükség nagy fordulaton.

6. Összegzés
A HPC-re való áttérés nem egyszerűen a sebességről szól, hanem a folyamat újragondolásáról a folyamatbiztonság érdekében. A valódi teljesítményt nem egyetlen tényező adja, hanem a rendszer: szerszámgeometria, gépmerevség és CAM-stratégia együtt. Ha ez a három összehangoltan működik, a gyártás nemcsak gyorsabb lesz, hanem kiszámíthatóbb és gazdaságosabb is.
A végső tanulság egyszerű: a HPC nem szerszámcsere, hanem szemléletváltás. A megfelelő szerszám kiválasztása legalább olyan fontos, mint a pályastratégia: a kettő együtt adja a működő HPC folyamatot.
Specializált szerszámmegoldások
A YG-1 HPC szerszámcsaládok nem egymás alternatívái, hanem különböző problémákra adott válaszok:
- V7 Plus: stabil, sokoldalú megoldás acélhoz és rozsdamentes acélhoz, 6 éllel forgácshasítós (Chip Splitter) kivitelben is
- TitaNox-Power HPC: extrém igénybevételre, titánhoz és Inconelhez optimalizálva
- Alu-Power HPC: speciális geometriával és polírozott hornyokkal a hatékony forgácselvezetésért nagy fordulaton, alumínium megmunkálásokra. Forgácstörős kivitelben (Chip Breaker) is elérhető.
- EV Mills: költséghatékony HPC megoldás mindennapi acélmegmunkálási feladatokhoz, vibrációcsökkentés egyenlőtlen fogosztással és változó spirálszögekkel