HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
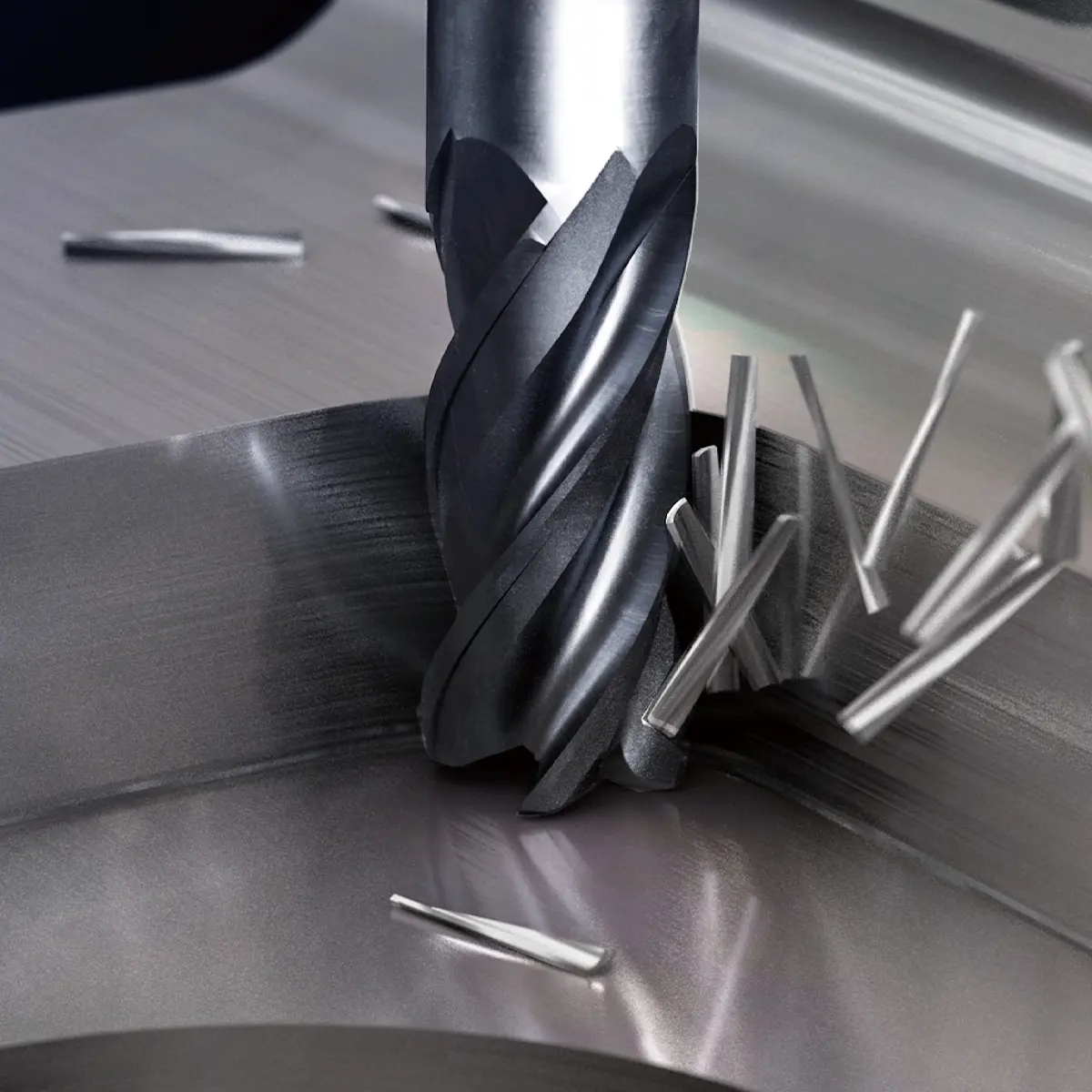
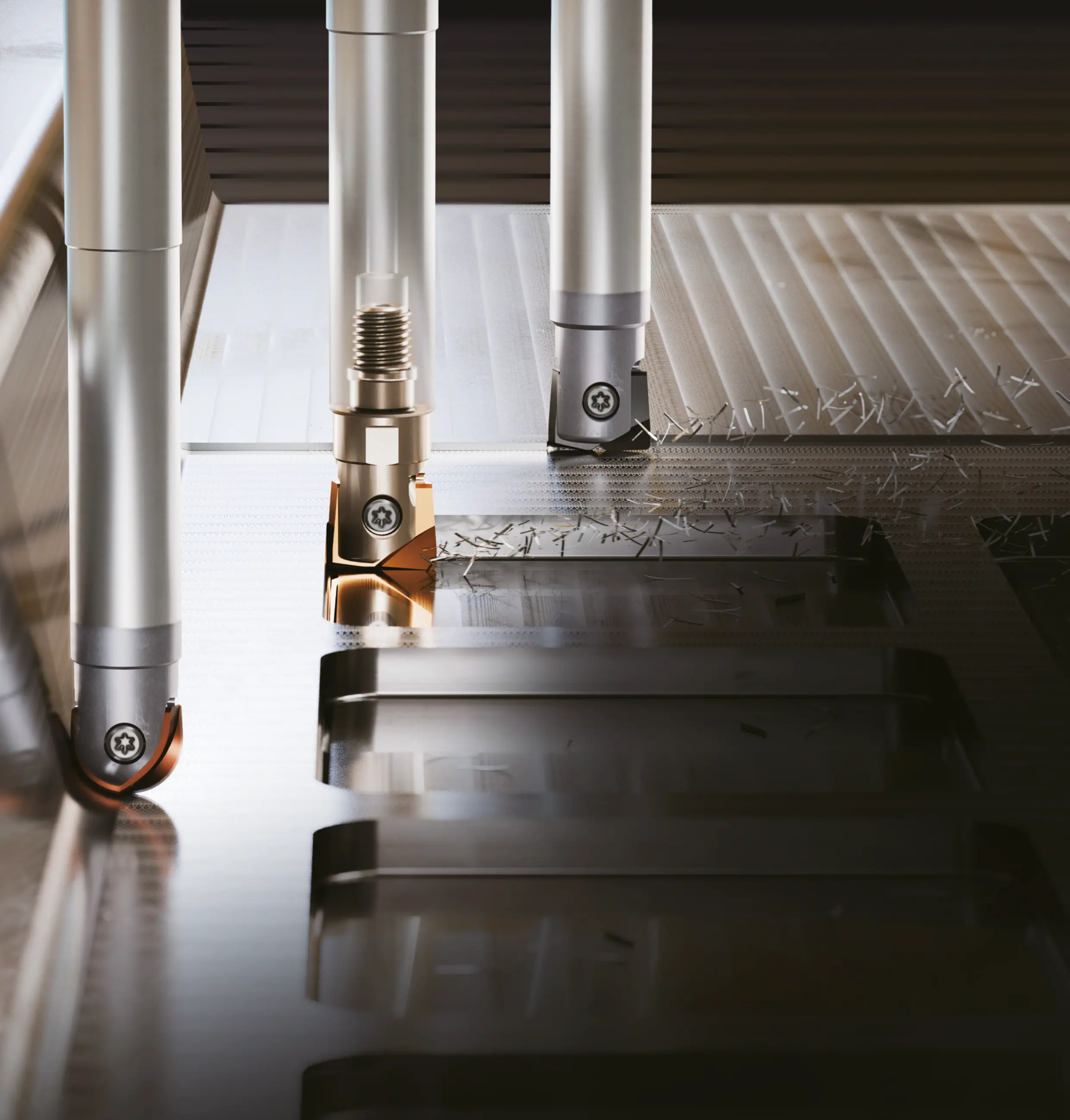
Mi a High Feed marás? HFM megmunkálás váltólapkás és tömör keményfém maróval

A globális gyártási szektorban tapasztalható éleződő verseny és a drasztikus ciklusidő-kényszer alapvető szemléletváltást követel meg a forgácsolóüzemektől. A technológiatervezők ma már nem csupán a kemény alapanyagokkal (edzett acélok, titánötvözetek) és a komplex geometriákkal küzdenek, hanem a folyamatbiztonság és a gazdaságosság közötti kényes egyensúly fenntartásával is. Ebben a feszített környezetben a hagyományos nagyolási eljárások technológiai korlátai – mint a magas radiális terhelés és a vibrációra való hajlam – gyakran gátolják a fejlődést.
A stratégiai megoldás a nagy előtolású marás (High Feed Milling = HFM), amely alapjaiban értelmezi újra az anyageltávolítás dinamikáját. Míg a konvencionális nagyolás korlátozott előtolással és mély fogásokkal operál, a HFM a sebességre és a fizikai stabilitásra helyezi a fókuszt, új szintre emelve a termelékenységet ott, ahol a hagyományos szerszámok már feladnák a harcot.
1. Mi az a High Feed marás? – Technológiai alapok
Nagy előtolási sebesség · kis fogásmélység · maximális MRR
A technológia lényege a rendkívül nagy előtolási sebesség (fz) és a viszonylag kis axiális fogásmélység (ap) kombinációja. Ez a megközelítés éles ellentétben áll a hagyományos marással, ahol a fogásmélység gyakran a szerszámátmérő 1–1,5-szerese (1×D és 1,5×D) is lehet. A HFM feláldozza a fogásmélységet a sebesség oltárán, hogy ezáltal drasztikusan csökkentse a forgácsolási ellenállást.
Ez azt jelenti, hogy a szerszám kisebb ellenállással siklik át az anyagon, ami nagyobb előtolási sebességet tesz lehetővé, miközben továbbra is megőrzi a forgácsvékonyodást, ami tökéletes a termelékenység és a szerszám élettartama szempontjából. A stratégiai alapkövetelmény az alábbi paraméterek precíz betartása a maximális anyagleválasztási sebesség (MRR) érdekében:
| Paraméter neve | Értéktartomány |
|---|---|
| Axiális fogásmélység (ap) | 0,3 – 1,0 mm |
| Előtolás foganként (fz) | 1,0 – 3,0 mm/fog |
| Belépőszög | 10° – 20° |
| Sugárirányú fogásszélesség (ae) | a szerszámátmérő 60–80%-a |
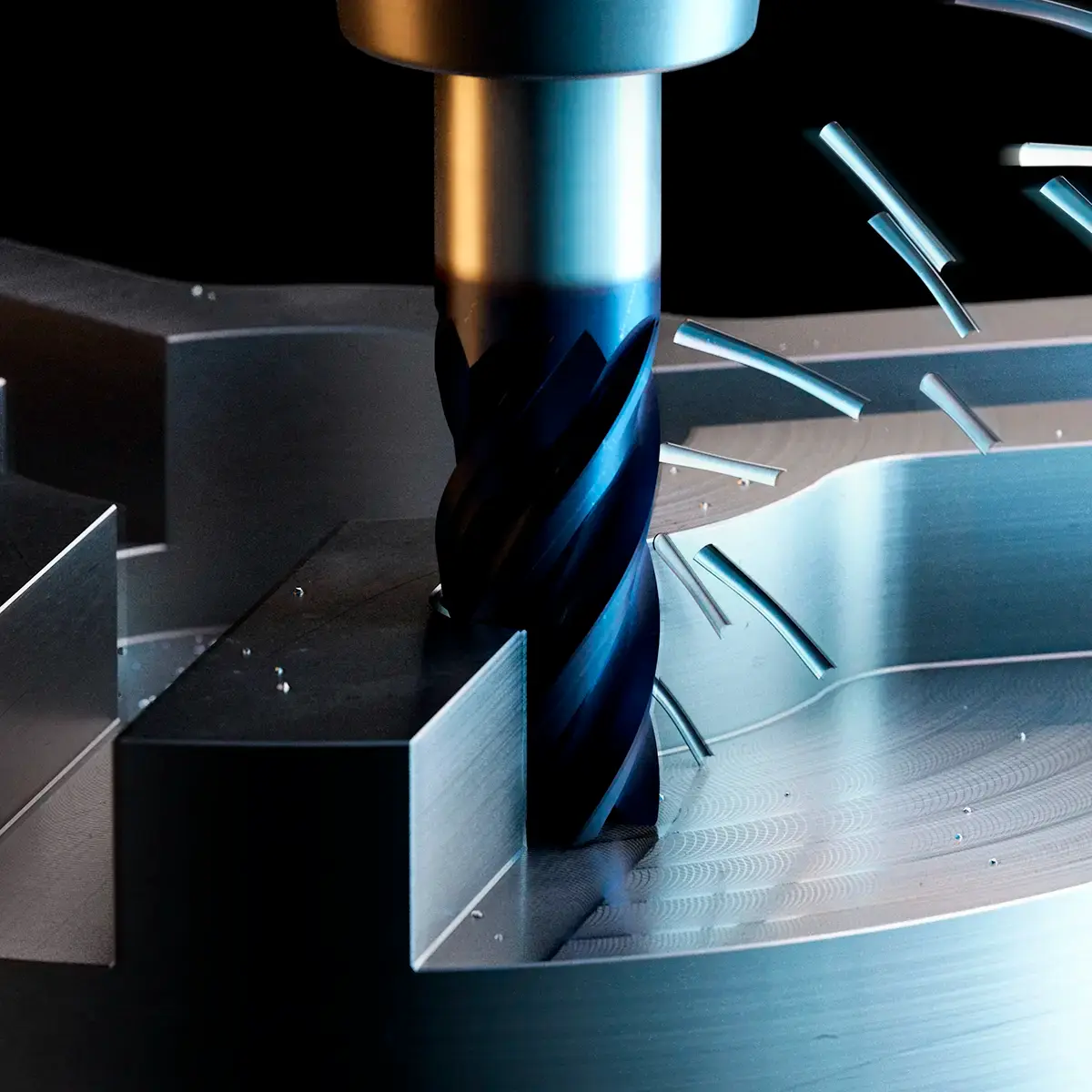
2. A technológia működési elve: forgácsvékonyodás és erőhatások
Forgácsvékonyodás · kis belépőszög · axiális stabilitás
A HFM sikere a forgácsvékonyodás elvén alapul. A speciális lapkageometria és a rendkívül kicsi, 10°–20° közötti belépőszög miatt a tényleges forgácsvastagság sokkal kisebb, mint a programozott fogankénti előtolás. Ez a fizikai jelenség teszi lehetővé, hogy az fz értékét az extrém 1,0–3,0 mm/fog tartományba emeljük anélkül, hogy a vágóélt túlterhelnénk.
A kialakítás másik kritikus előnye a forgácsolóerők irányítása. A kis belépőszög a radiális erőket (amelyek oldalirányba tolnák a szerszámot) axiális irányba, a géporsó tengelye felé tereli.
Az erők a gép legmerevebb pontja, az orsó irányába hatnak, minimalizálva a berezgést.
Ez az erőirány-váltás teszi lehetővé, hogy olyan hosszú szerszámkinyúlásokkal is stabilan dolgozzunk, ahol a hagyományos marók azonnal vibrálni kezdenének.
A terhelés az orsócsapágyakat a legoptimálisabb irányból éri, növelve a berendezés élettartamát.
3. Alkalmazási területek: hol dominál a HFM?
Szerszám- és formagyártás · repülőgép- és autóipar
A High Feed marás elsődleges terepe minden olyan művelet, ahol nagy tömegű anyagot kell hatékonyan eltávolítani nehéz körülmények között.
Magok és üregek nagyolása, ahol a mély fészkek megmunkálása kritikus.
Titán, rozsdamentes acél és HRSA ötvözetek megmunkálása, ahol a ciklusidő csökkentése és a szerszámköltség kontrollja elsődleges.
Mély üregek esetén a leghatékonyabb technológiai sorrend: a nagyolás elvégzése robusztus HFM szerszámmal, majd a simítás és a sarkok kitisztítása hosszú kinyúlású keményfém szármarókkal. Ez a megközelítés maximalizálja a szerszámélettartamot és garantálja a méretpontosságot.
4. A High Feed marás 5 legfontosabb előnye
Termelékenység · szerszámélettartam · stabilitás · energiahatékonyság
- Drasztikus termelékenység-növekedés: az anyagleválasztási sebesség (MRR) a hagyományos eljárások 3–5-szörösét is elérheti.
- Hosszabb szerszámélettartam: a forgácsvékonyodás miatti alacsonyabb élterhelés és a hatékonyabb hőelvezetés egyenletes kopásképet biztosít.
- Kiváló stabilitás: alkalmazható gyenge merevségű rendszereknél és instabil felfogásoknál is az axiális erőirány miatt.
- Energiahatékonyság: a kisebb forgácsolási ellenállás révén egységnyi anyag eltávolításához kevesebb energiára van szükség, csökkentve a motorterhelést.
- Folyamatbiztonság: a kiszámítható forgácsképződés és a vibrációmentesség minimálisra csökkenti a váratlan szerszámtörés kockázatát.
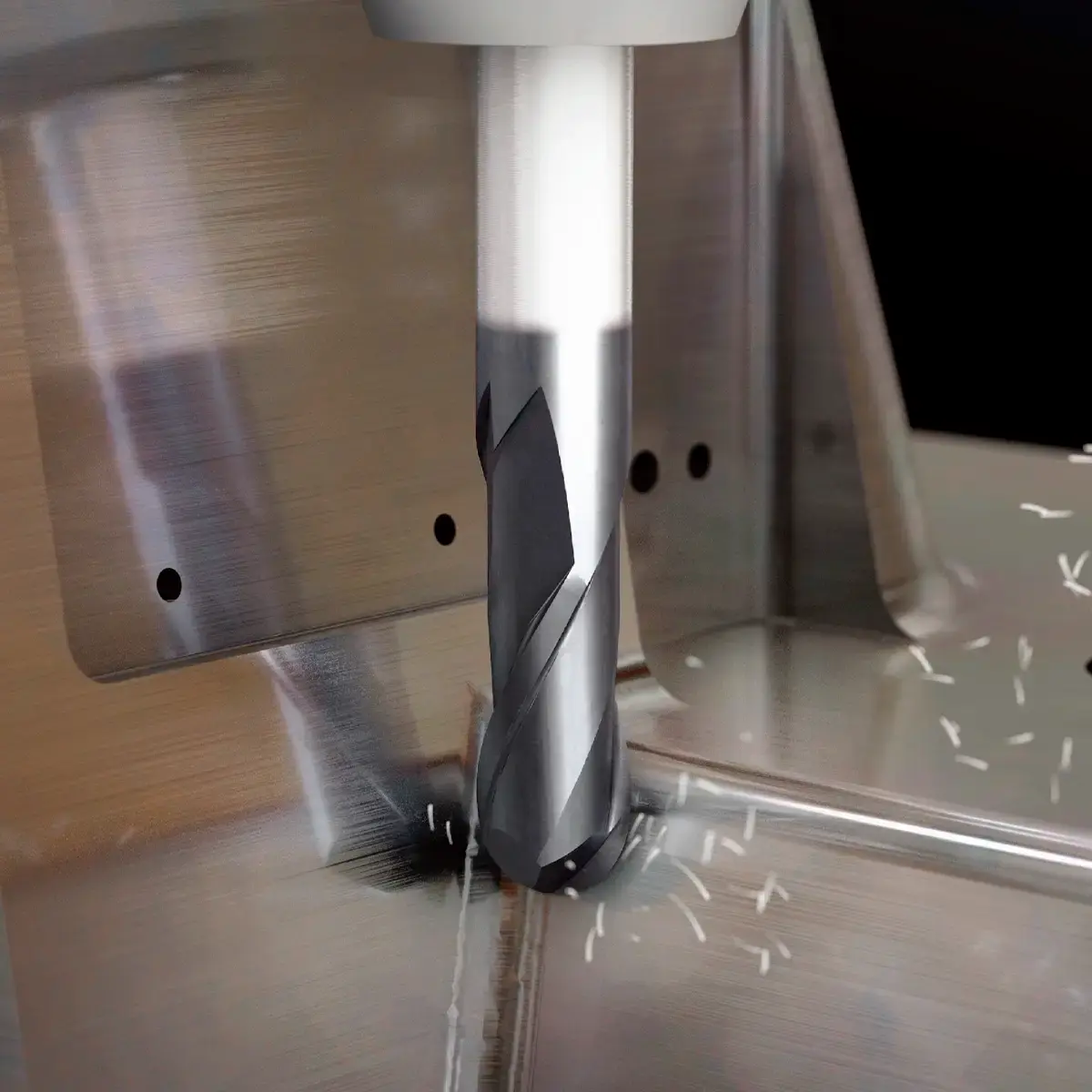
5. Gyakorlati stratégiák a sikeres alkalmazáshoz
Rendszermerevség · lapka és bevonat · forgácskezelés · CAM
A HFM bevezetésekor a következő mérnöki szempontokat kell figyelembe venni:
Mindig törekedj a lehető legrövidebb kinyúlásra és a merev, vibrációmentes munkadarab-felfogásra.
PVD bevonat (pl. TiAlN, AlTiN): elsősorban edzett acélokhoz és rozsdamentes anyagokhoz. CVD bevonat: öntöttvas és koptató anyagok megmunkálásához.
A magas előtolás rengeteg forgácsot termel. A nagynyomású levegőbefúvás vagy a belső hűtés elengedhetetlen a forgácsújravágás elkerüléséhez, ami a lapkák korai tönkremenetelét okozhatja.
A technológia teljes kihasználásához HFM-specifikus pályák szükségesek, mint a Fusion 360, a Mastercam vagy a SolidCAM. Használj adaptív vagy konstans Z-tengely irányú stratégiákat az állandó terhelés biztosítására.
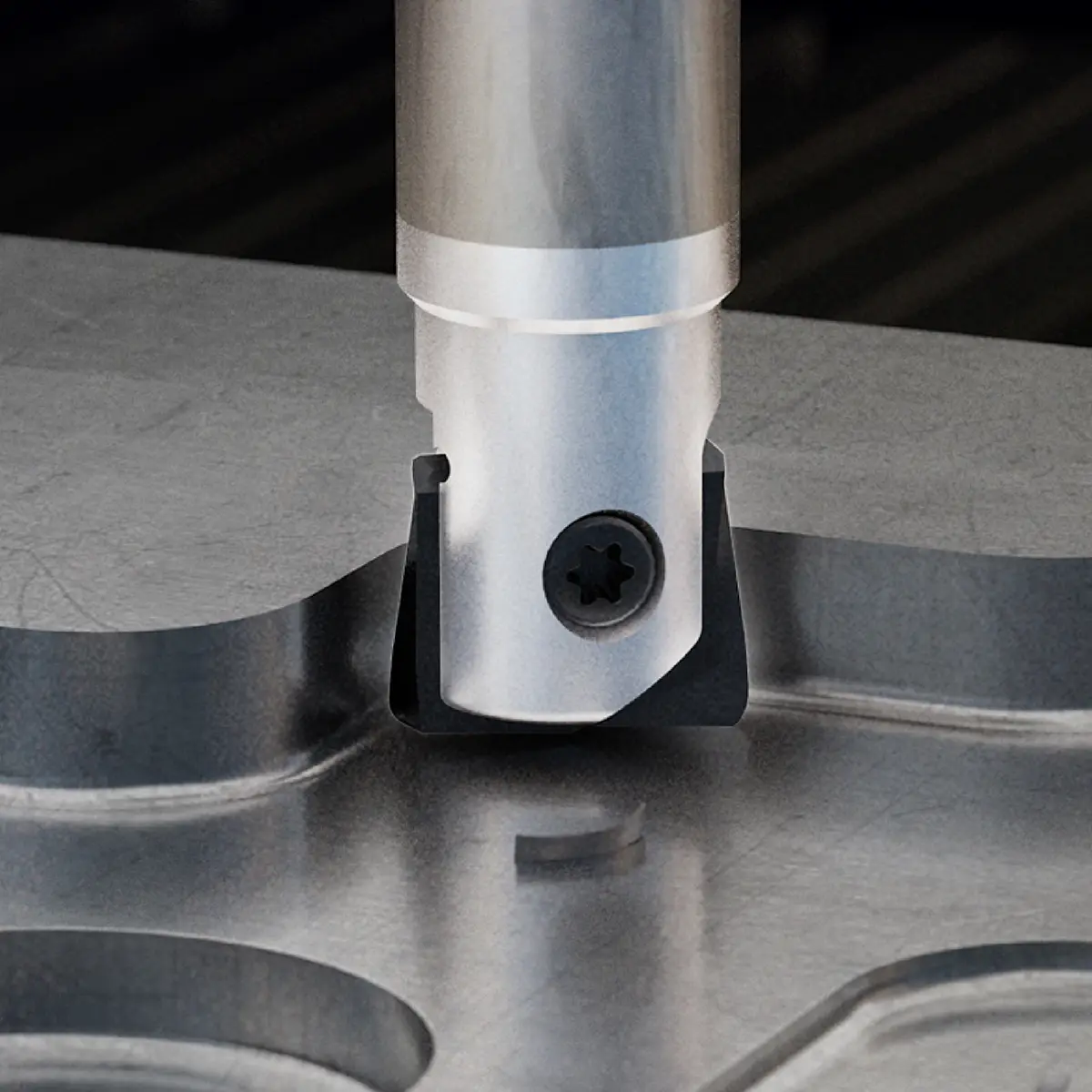
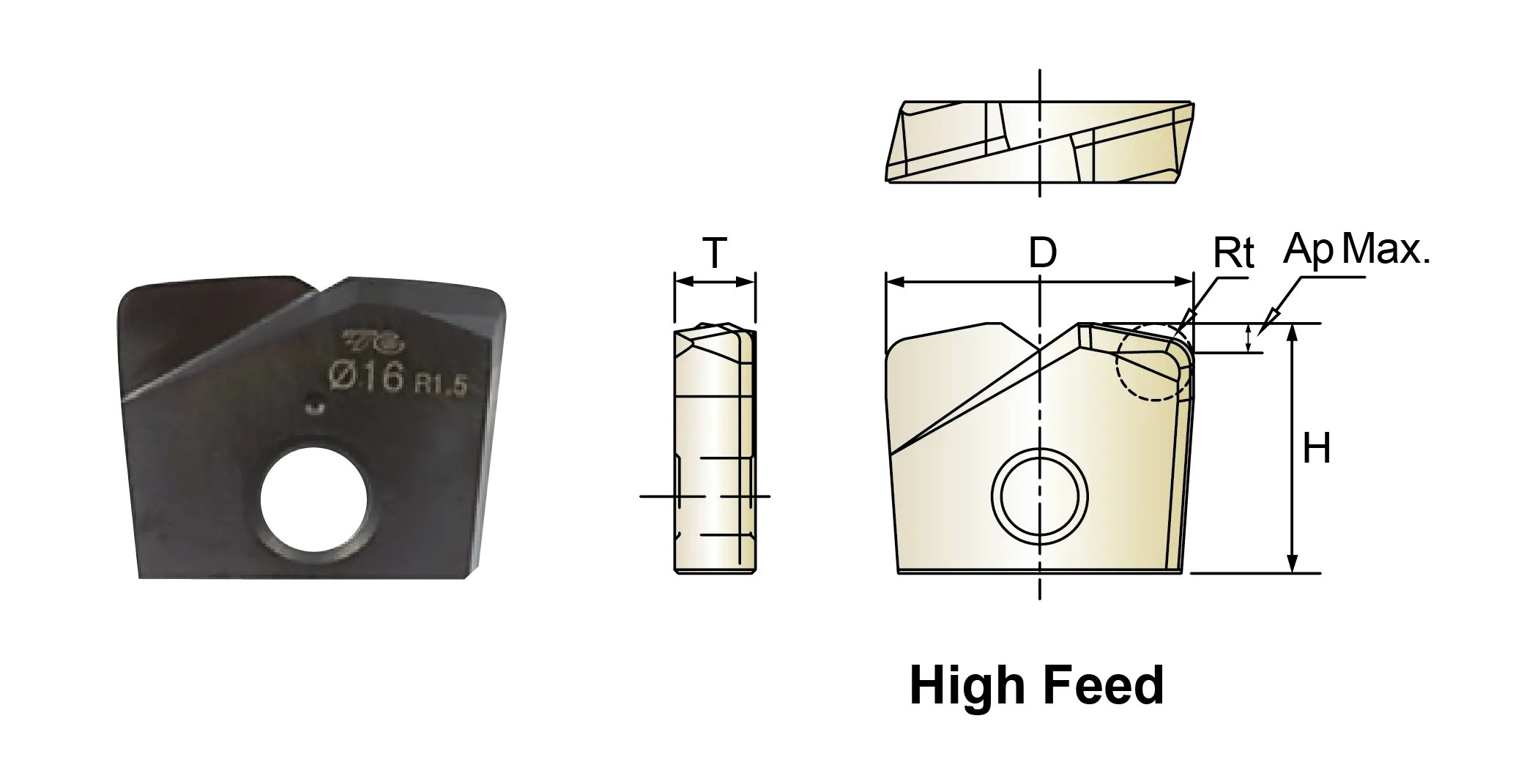
6. YG-1 szerszámrendszerek – váltólapkás megoldások
YG-1 HF4 · ENMX lapkák · i-Xmill High Feed
A közepes méretű alkatrészek specialistája. Az ENMX lapkák 4 vágóéllel rendelkeznek, és dedikált geometriákkal (forgácstörőkkel) érhetőek el acélhoz, rozsdamentes acélhoz, öntöttvashoz és hőálló szuperötvözetekhez (HRSA).
A szerszám optimalizált geometriája jobb megbízhatóságot, kevesebb rezgést és alacsonyabb terhelést eredményez a forgácsolás során. Cserélhető marólapkák az i-Xmill szárakban. A változatos és széles forgácsolási tartomány lehetővé teszi a megmunkálást a nagyolástól a simításig. A speciális bevonat nagy keménységet és magas hőstabilitást biztosít az oxidációval szemben.
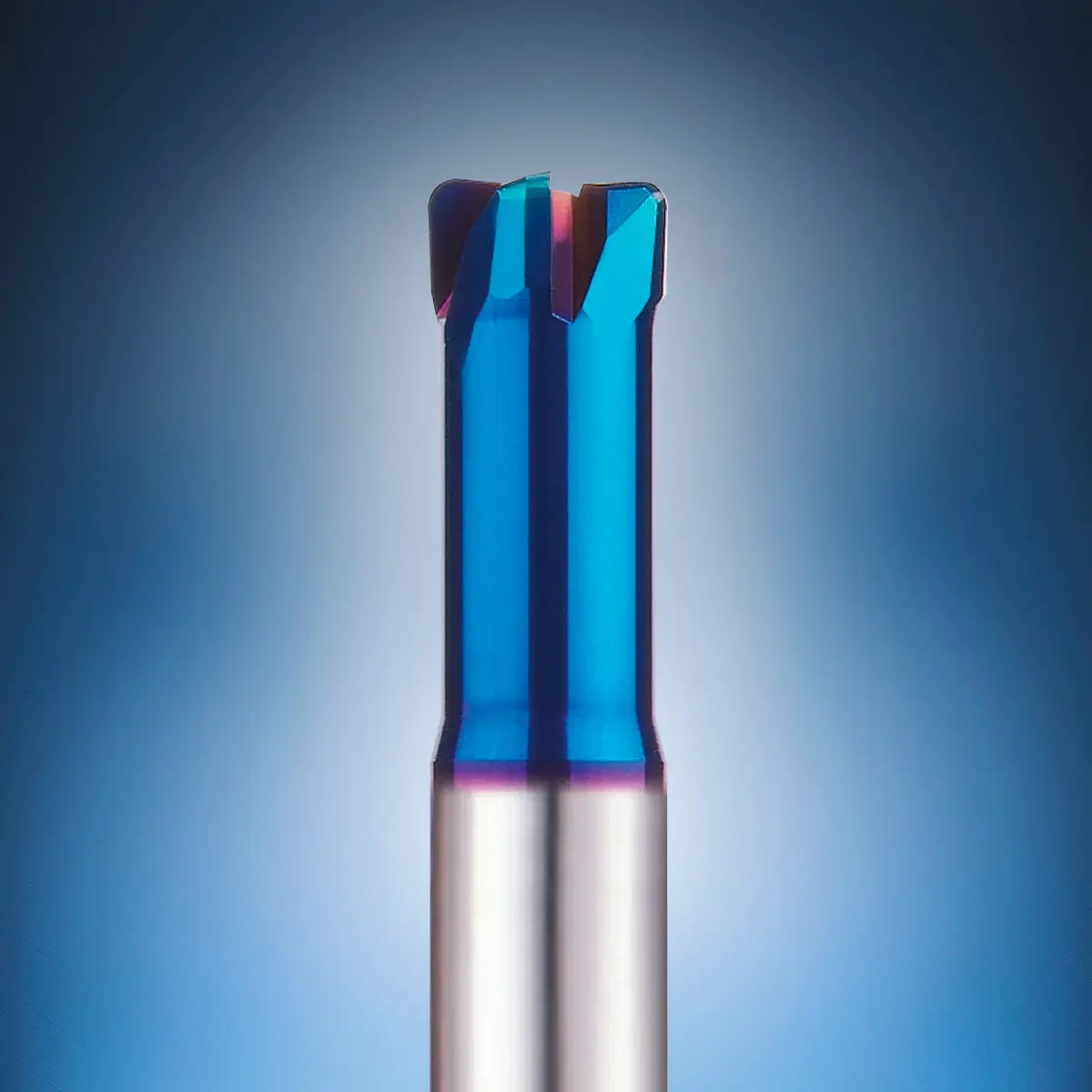
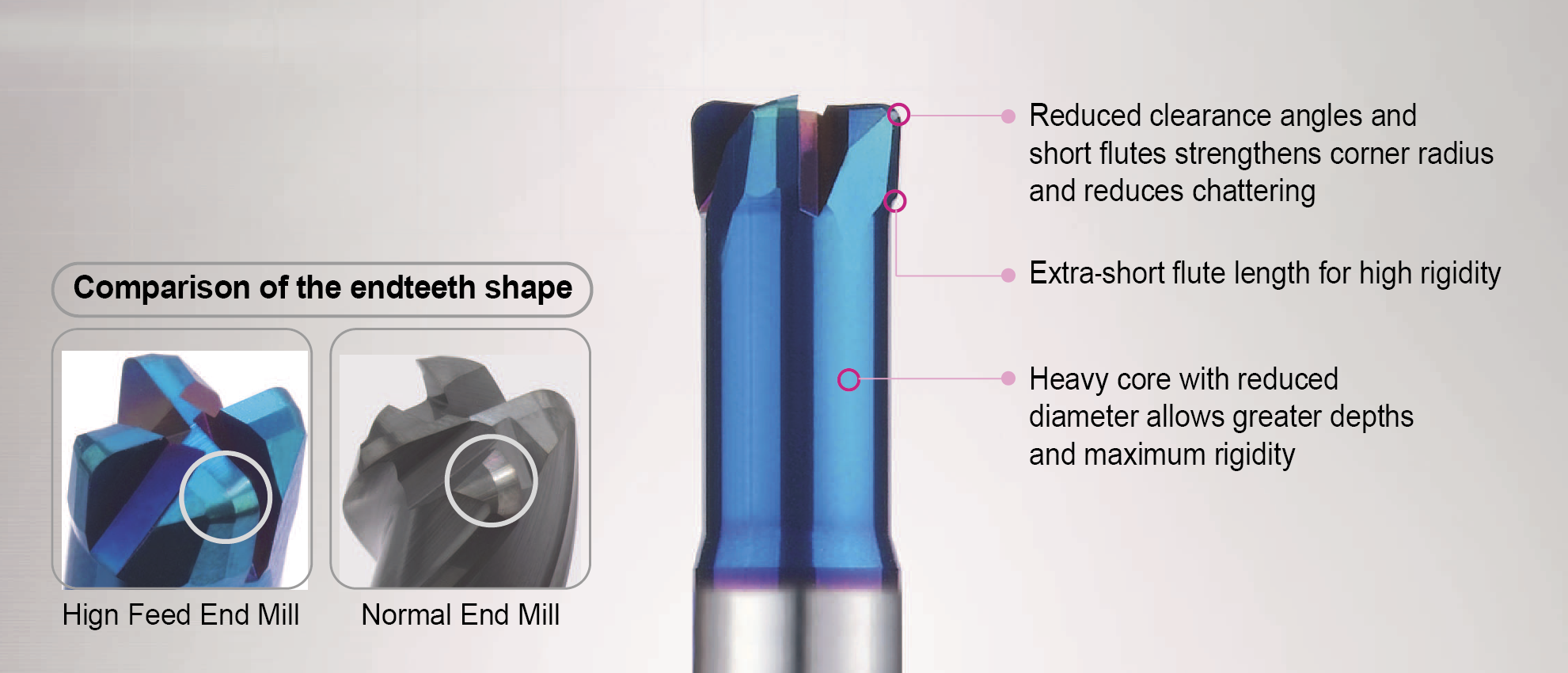
7. Tömör keményfém High-Feed megoldások
Kisebb átmérők · nagyobb pontosság · stabilabb futás
A High Feed marás fejlődésével szerepet kapnak a tömör keményfém high-feed marók is, amelyek a lapkás rendszereknél kisebb átmérőkben, nagyobb pontossággal és stabilabb futással kínálnak kiemelkedő teljesítményt. Ezeket a szerszámokat kifejezetten nagy előtolású megmunkálásra optimalizálják: speciális élgeometriával, megerősített magátmérővel és vibrációcsökkentő kialakítással készülnek annak érdekében, hogy agresszív előtolás mellett is stabil forgácsolást biztosítsanak.
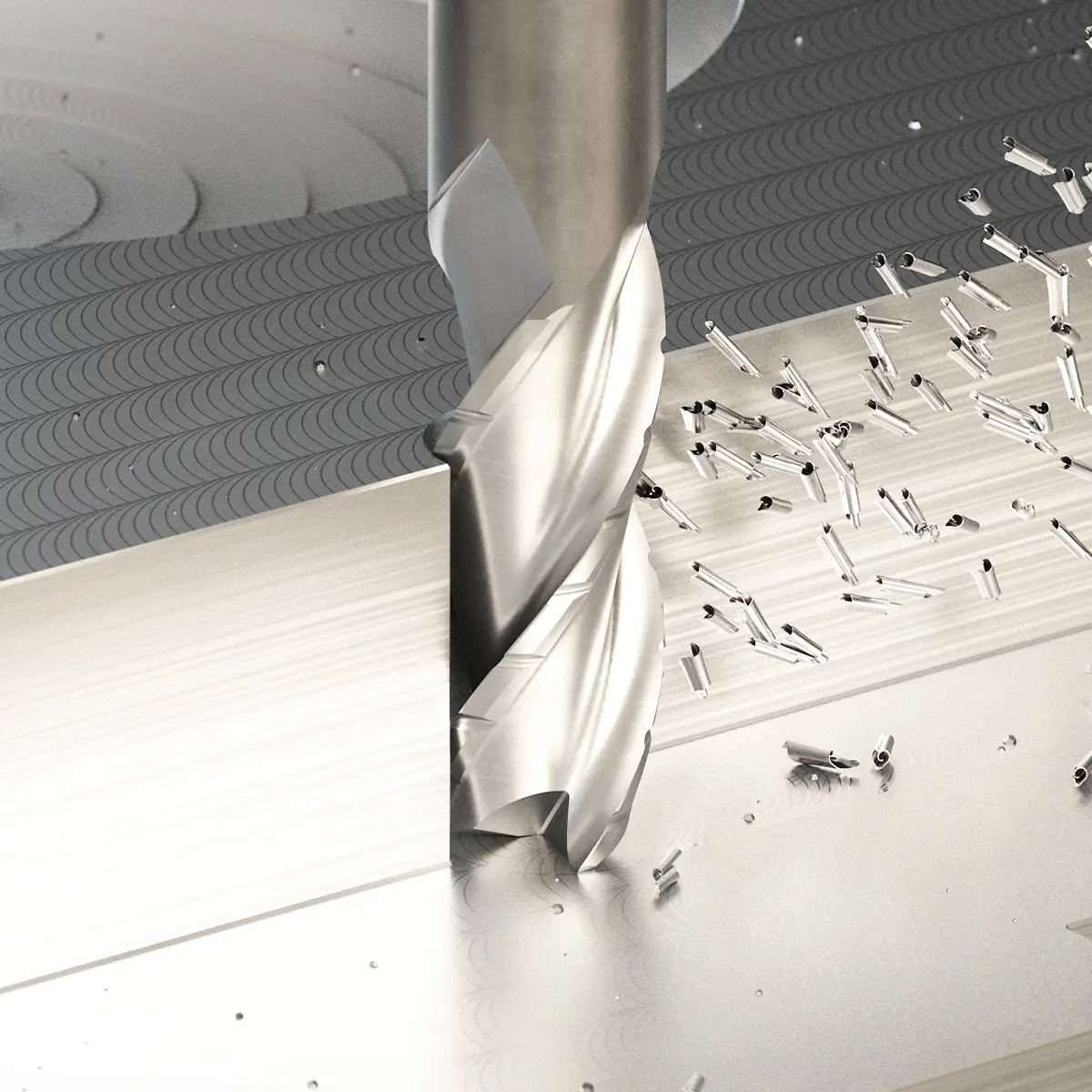
- rendkívül magas előtolási sebesség,
- kiváló vibrációcsillapítás,
- nagyobb stabilitás hosszú kinyúlásnál,
- pontosabb futás és jobb felületi minőség,
- hatékony zsebmarás és rampolás,
- kisebb átmérőknél is nagy anyagleválasztási teljesítmény.
Különösen előnyösek szerszám- és formagyártásban, mély üregek megmunkálásánál, valamint nagy fordulatszámú CNC gépeken, ahol a lapkás high-feed rendszerek már túl nagyok vagy túl nehézek lennének.
Összegzés
Stratégiai versenyelőny · kevesebb állásidő · magabiztos megmunkálás
A High Feed marás nem csupán egy gyorsabb nagyolási módszer, hanem egy olyan stratégiai versenyelőny, amely alapjaiban határozza meg egy modern forgácsolóüzem hatékonyságát. Az eljárás bevezetése csökkenti a gépi állásidőt, kíméli a berendezéseket, és lehetővé teszi a legnehezebb anyagok magabiztos megmunkálását.
A technológiai váltás során azonban a megfelelő szerszám és stratégia megválasztása kritikus. Ne elégedj meg a hagyományos tempóval – válts High-Feed technológiára és maximalizáld ki a termelési potenciálod!