 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
S.C.A.M.I. ALVAN® dörzsár megoldások: mikor, melyiket válasszunk?

A precíziós gépgyártásban a dörzsárazás nem csupán egy technológiai lépés, hanem egy kritikus szuperfiniselő művelet, amely meghatározza a furat végső geometriáját és felületi minőségét. Az 1973-as alapítású olasz S.C.A.M.I. kifejezetten ezekre a mérnöki kihívásokra válaszolva fejlesztette ki az ALVAN® programot, amely a mikrometrikus állíthatóságot és a moduláris felépítést ötvözi.
A blog tartalma
1. Bevezetés – A furatminőség mint a gyártási lánc szűk keresztmetszete
Mikor jön el az ALVAN® rendszerek ideje · tipikus hibaforrások
Akkor jön el az ALVAN® rendszerek ideje, amikor a hagyományos fúrási vagy kiesztergálási ciklusok már nem képesek tartani a szigorú ISO 5–6 tűréseket vagy az előírt, gyakran Rz < 4 µm alatti felületi érdességet. A furatmegmunkálás az OEE-mutatók (Overall Equipment Effectiveness – Teljes Eszközhatékonyság) egyik legnagyobb ellensége lehet; ez a gyártási hatékonyság kulcsmutatója, amely a rendelkezésre állást, a teljesítményt és a minőséget méri (OEE = Rendelkezésre állás × Teljesítmény × Minőség).
A vágóél folyamatos hátkopása miatti méretcsökkenés, amely rövid időn belül a tűrésmező elhagyásához vezet.
Különösen abrazív anyagoknál jelentkező drasztikus éltartam-csökkenés.
A szerszámcsere és az azt követő hosszadalmas bemérés–korrekció–ellenőrzés ciklusok.
2. Technológiai alapok – Éltartam-menedzsment és geometria
Aszimmetrikus élkiosztás · vágóél-anyagok · expandálhatóság
Az ALVAN® dörzsárak fölénye nem csupán az anyaghasználatban, hanem a szerszámgeometriai finomságokban rejlik. Az egyik legfontosabb technológiai jellemző az aszimmetrikus élkiosztás. Ez a szabálytalan fogosztás kritikus a rezonanciák elkerülése érdekében; megakadályozza a szerszám berezgését és garantálja a furat tökéletes körkörösségét még megszakított felületek esetén is.
Alapvető megoldás bevonatolt (pl. TiN, TiAlN) kivitelben általános acélokhoz és öntvényekhez.
Kiváló kémiai stabilitás magas vágósebességnél is. Acéloknál minimalizálja az élrátét-képződést, így tükrös felületet ad.
Polikristályos gyémánt. Magas szilíciumtartalmú (Si > 7%) alumíniumoknál (pl. AlSi9Cu3) alapkövetelmény az abrazív kopás ellensúlyozására.
Köbös bórnitrid, amely a 45–65 HRC közötti keményített anyagok megmunkálásának egyetlen stabil eszköze.
3. ALVAN® termékportfolió – Ø5,80–200 mm átfogó megoldások
A rendszer modularitása minden szériamérethez és pontossági igényhez optimális konfigurációt kínál.
| Sorozat | Átmérőtartomány | Főbb műszaki jellemzők | Alkalmazási javaslat |
|---|---|---|---|
| Monoblokk (3610/3620) | Ø5,80 – Ø32,10 mm | Hosszú (3610) és rövid (3620) kivitel, expandálható, újraélezhető. | Kis és közepes szériák, egyedi furatok. |
| 5000-es sorozat | Ø9,60 – Ø32,61 mm, egyedi kérésre Ømax 40,60 | Előre kalibrált fejek, extrém körfutási pontosság. | Nem újraélezhető, de nagy pontosságú finiseléshez ideális. |
| 6000-es sorozat | Ø32,60 – Ø100,61 mm | Cerit rendszerű, nagy precízitású expandálható fejek. | Nagy volumenű, folyamatos gyártás. |
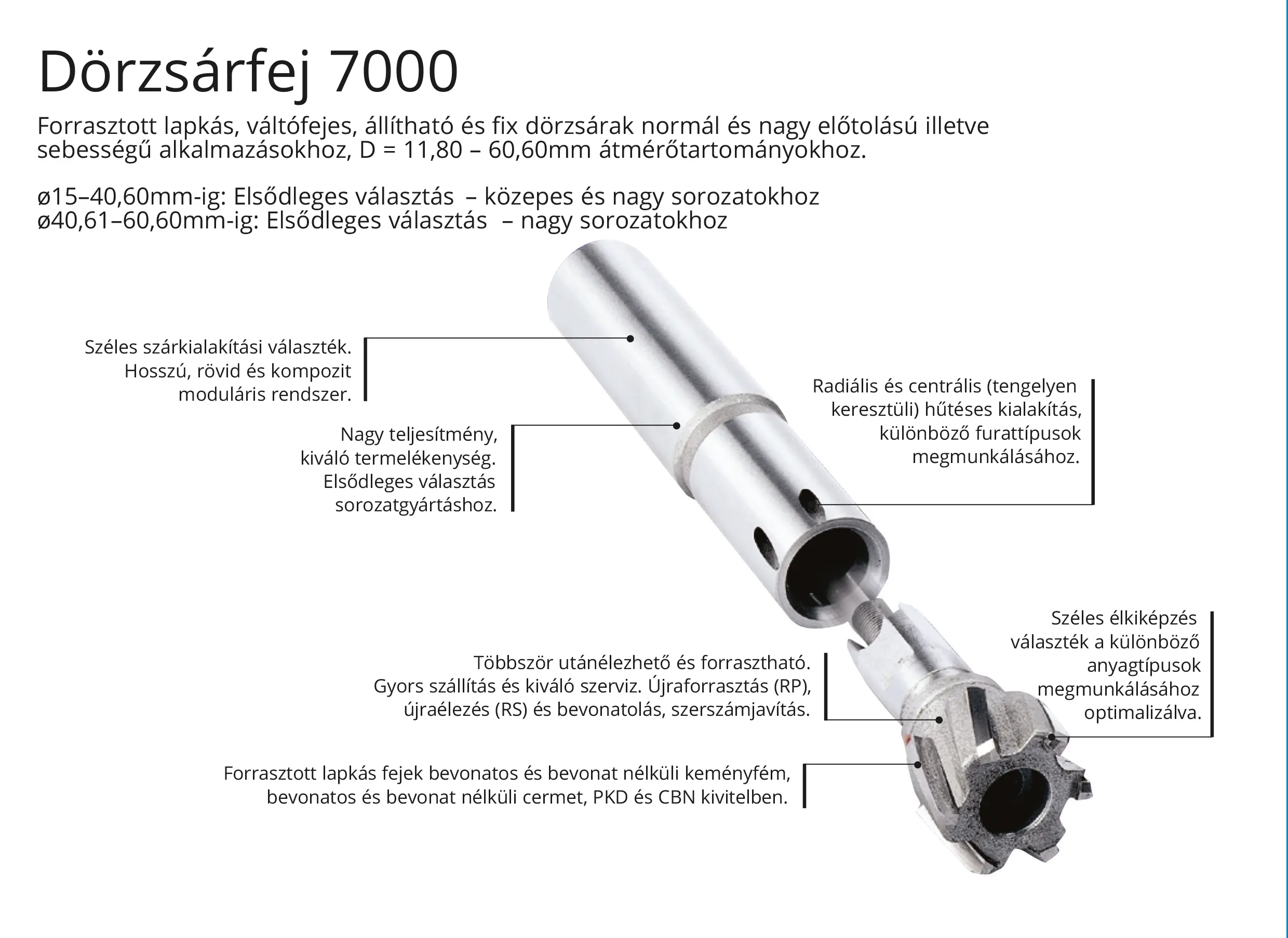
| 7000-es sorozat | Ø11,80 – Ø80,60 mm | Cserélhető fejes, moduláris szárrendszer. | Nagy szériás gyártás, optimalizált szerszámkészlet. |
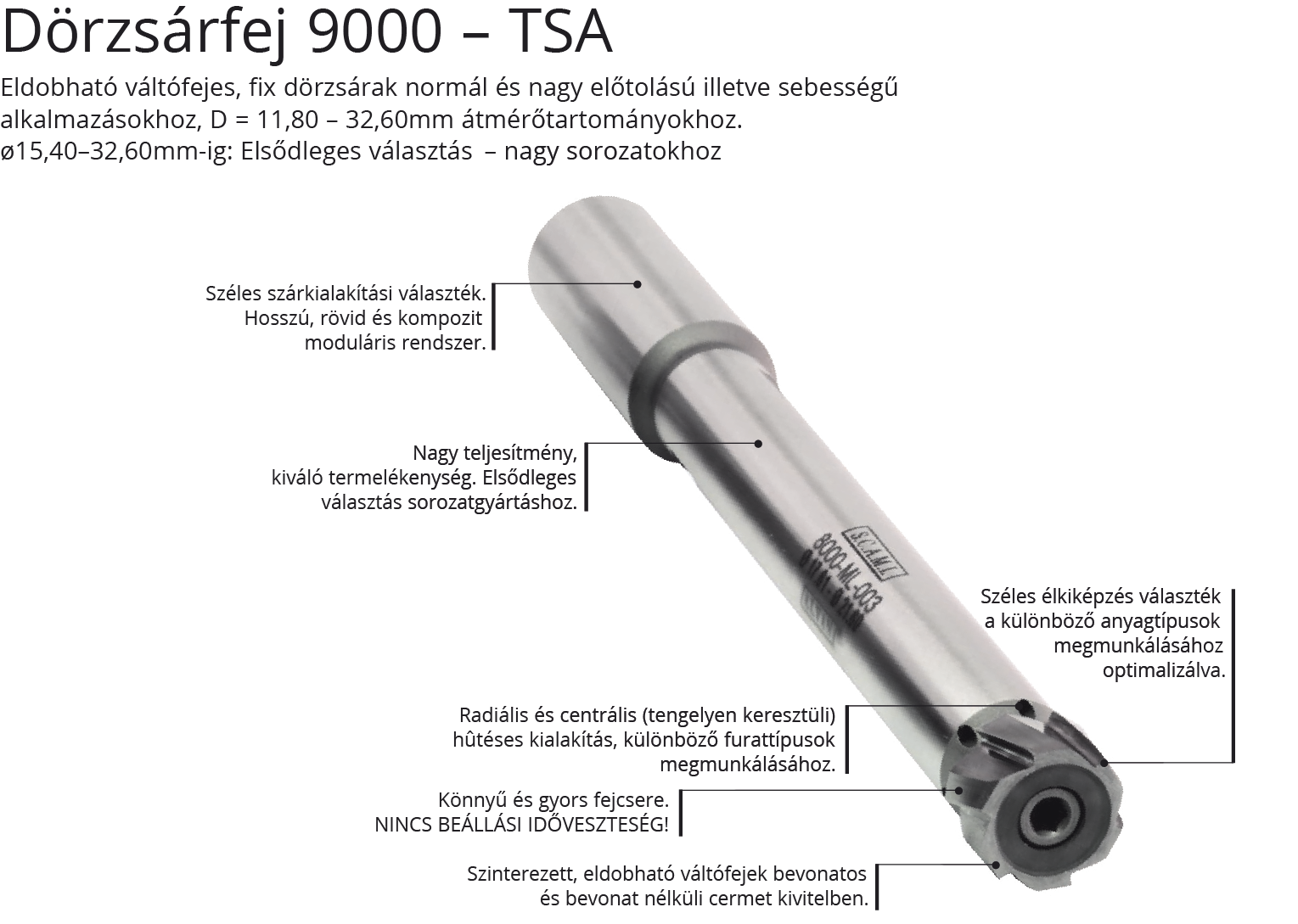
| 9000-es TSA | Ø11,80 – Ø40,60 mm | „Plug & play” szinterezett fejek, gépen belüli csere. | Minimális állásidő, ahol a szerszámcsere ideje kritikus. |
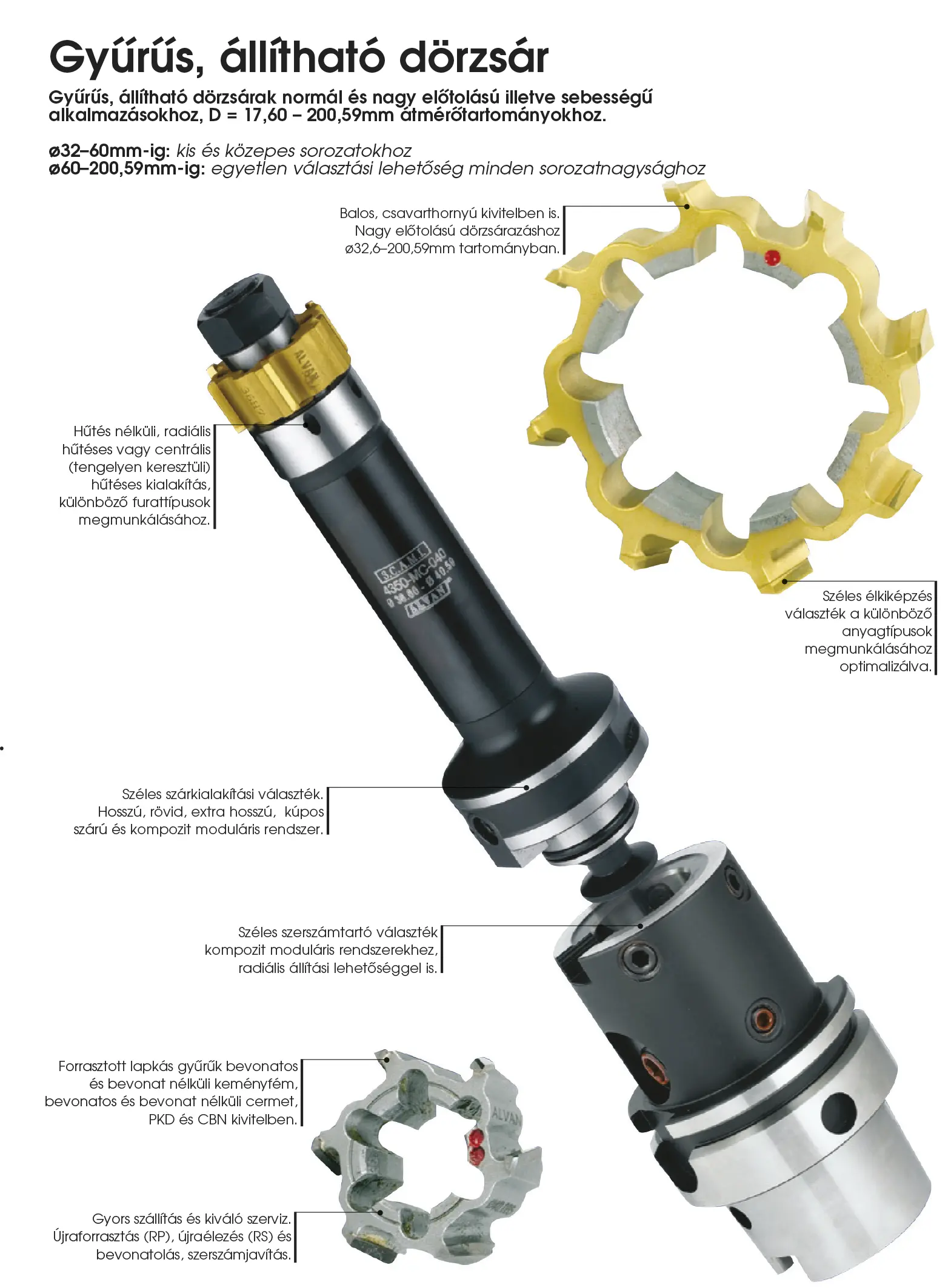
| Dörzsárgyűrűk | Ø17,60 – Ø200,59 mm | Aszimmetrikus élgeometria, gyűrűs kialakítás. | Nagy furatátmérők, ahol a tömeg és stabilitás számít. |


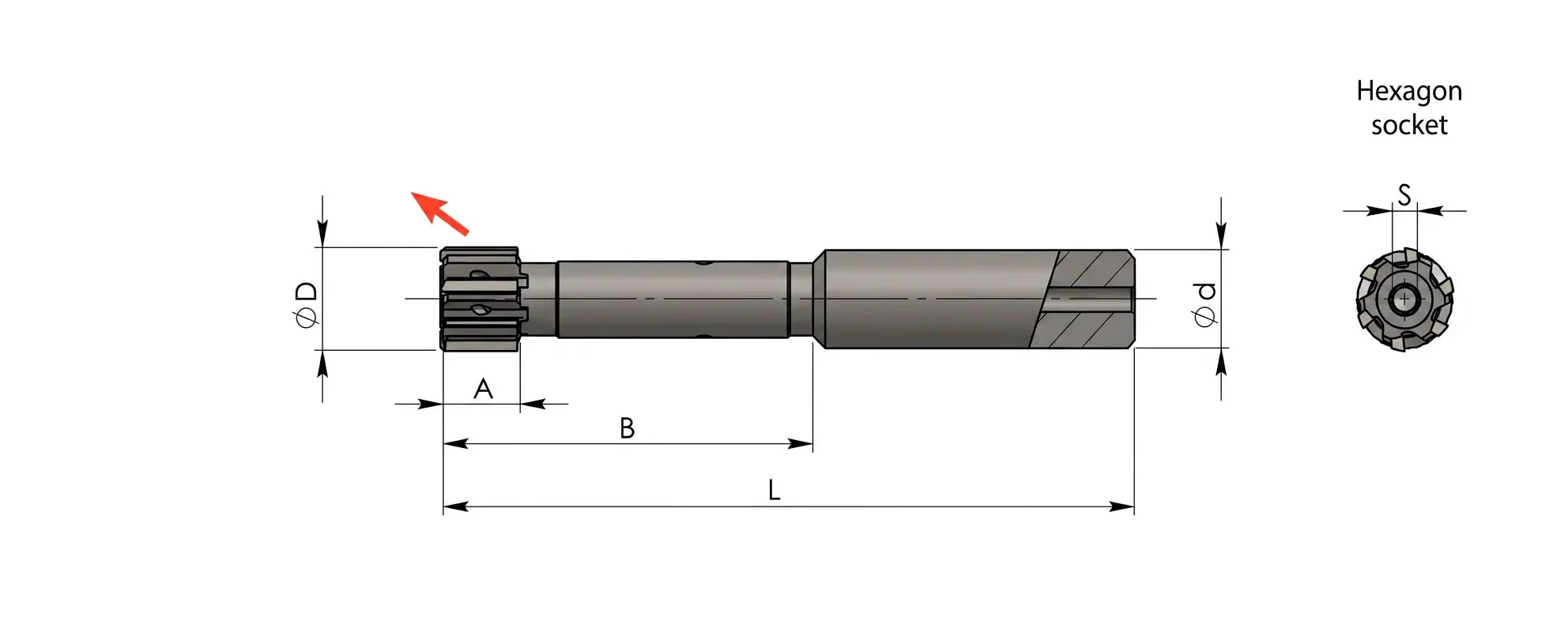
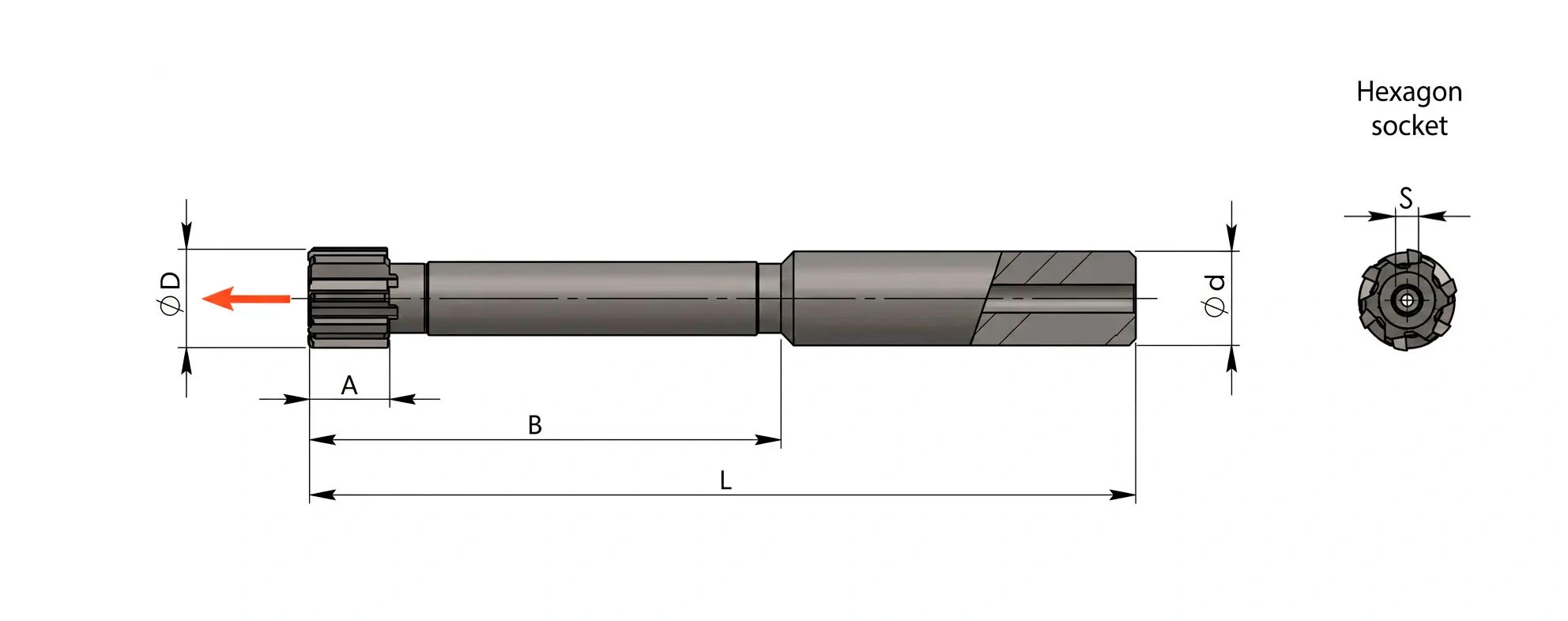
4. Kiválasztási logika – Lead-in kódok és hűtési stratégia
Belépő élszögek · hűtési logika · forgácskihordás
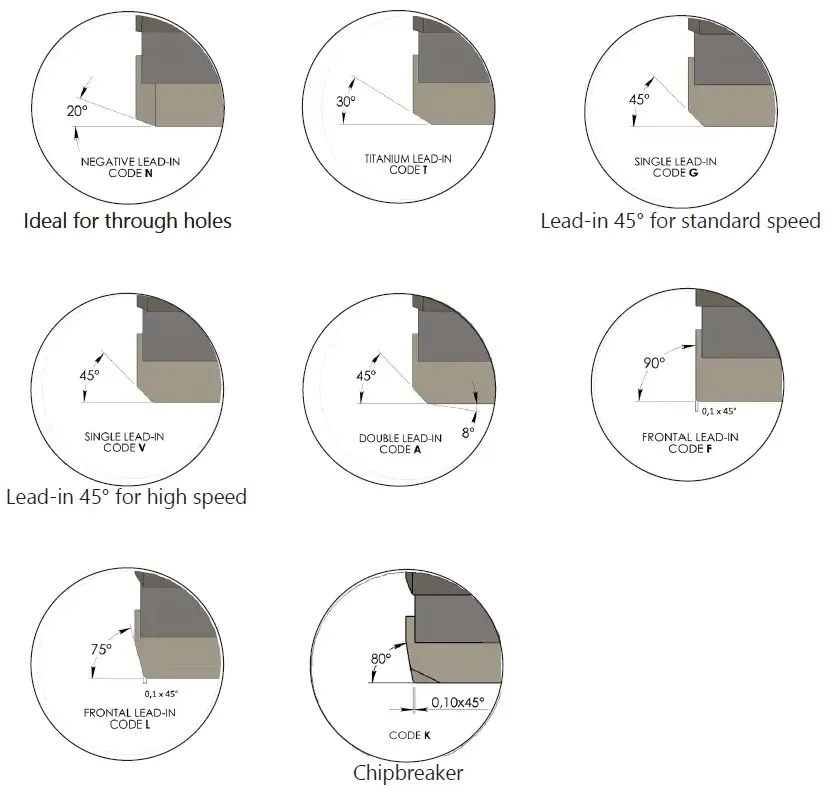
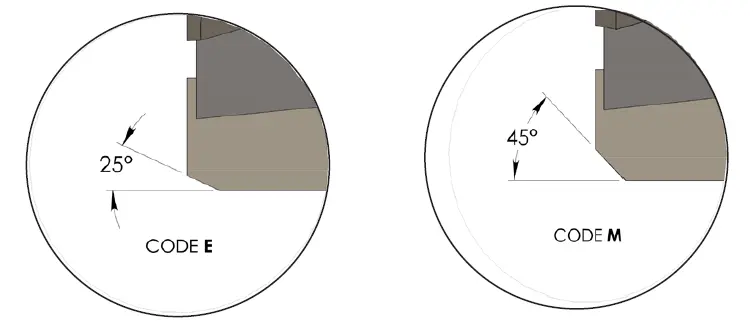
A szerszám élettartama és a forgácsminőség a helyes geometriai kódok kiválasztásán bukhat el. A S.C.A.M.I. specifikus belépő élszögeket (Lead-in) definiál:
- Code G (45°): Standard belépő él, általános vágósebességekhez.
- Code V (45°): Kifejezetten magas vágósebességű (high speed) megmunkálásokhoz optimalizált geometria.
- Code N: Negatív lead-in, ideális átmenő furatokhoz a stabilitás növelésére.
- Code K: Forgácstörős (chipbreaker) kivitel, ha a hosszú, folytonos forgács elvezetése gondot okoz.
- Code A: Dupla lead-in (45° + 8°), amely extra stabilitást ad megszakított felületeknél.
Radiális hűtőközeg-kivezetés javasolt, amely a forgácsot a szerszám előtt, a furatból kifelé tolja.
Axiális hűtés szükséges, hogy a folyadék a furat fenekéről hátrafelé mossa ki a forgácsot, megelőzve az újravágást és a felületi sérüléseket.
5. Gazdaságossági döntés és a felújítási szolgáltatás
A szerszámválasztásnál a TCO (Total Cost of Ownership) a döntő faktor.
Alacsonyabb belépési költség. Hatalmas előnye a S.C.A.M.I. által kínált felújítási szolgáltatás, amely képes a kopott szerszámokat gyári új állapotba hozni. Ez kis szériáknál drasztikusan csökkenti a fajlagos költségeket.
Itt a szár egyszeri beruházás. Nagy szériáknál a TSA rendszer „plug & play” jellege (másodpercek alatti fejcsere a gépben) olyan OEE-növekedést eredményez, amely hetek alatt behozza a modularitás felárát.
6. Összegzés
A S.C.A.M.I. ALVAN® dörzsárai nem csupán forgácsolószerszámok, hanem komplex technológiai megoldások a szűk tűrésű furatokhoz.
Mérnöki szempontból a legnagyobb értékük a modularitásban, az aszimmetrikus élosztás miatti rezgésmentességben és az expandálhatóság nyújtotta éltartam-menedzsmentben rejlik.
Legyen szó a 3610-es monoblokk dörzsárakról vagy a 9000-es TSA rendszerről, a cél közös: a legkisebb egységköltség elérése maximális folyamatbiztonság mellett.
Töltsd ki az ürlapot, és szakértőink segítenek megtalálni a legköltséghatékonyabb és legstabilabb technológiai dörzsár megoldást.