 HUF
HUF


Menü
Kiemelt ajánlatok (10)

3 élű keményfém alumarók
AL-3E / AL-3EL - Hosszú

4 élű GM series keményfém marók
5602R304GF

BMT-s hajtott tartók
Axiális kivitelben
BMT-s hajtott tartók
Állítható kivitelben

FD series 3xD-s keményfém fúró
1534FD03C - Belső hűtéses

Élezés, bevonatolás
Rövid határidővel vállaljuk monolit szerszámok -
keményfém fúrók, marók - felújítását, élezését
és igény szerint bevonatolását.
A szerszámok szállítása történhet futárszolgálattal, kollégáink, vagy a megrendelő
által.
Bevonatolásban fő partnerünk a Balzers, de megrendelői kérés esetén más bevonat is
választható. A szerszámokat igény szerint feliratozni (lézergravírozás) is tudjuk.
Kedvenc termékkategóriáid
Kiemelt termékkategóriák
Vedd olcsóbban
Ügyeim
Később...
Pénznem
Rendezés
Szűrés
Vásárlási előzmények
Add meg a keresendő kifejezést...
Rezgés nélküli nagy anyagleválasztás: A V7 Plus mérnöki előnyei a gyakorlatban
A blog tartalma
1. Bevezetés: A folyamatbiztonság nem extra, hanem alapfeltétel
A mai forgácsolóüzemekben a legnagyobb veszteség ritkán a túl alacsony előtolásból adódik. Sokkal inkább a folyamatbiztonság hiánya az, ami észrevétlenül viszi el a profitot. A kiszámíthatatlan éltartam, a váratlan szerszámtörések vagy a vibráció miatti selejt nemcsak időt, hanem bizalmat is rombol a gyártási folyamatban.
Ehhez jön még az anyagok egyre szélesebb spektruma és a komplex geometriák, gyakran kompromisszumos befogásokkal. Ilyen környezetben nem egy „jó” szerszámra, hanem egy stabil technológiai alapra van szükség.
A V7 Plus erre kínál megoldást: egy széles tartományban alkalmazható, stabil platformot. Érdemes viszont tiszta fejjel látni: paramétermentes szerszám nem létezik. A V7 Plus valódi teljesítménye csak akkor jön ki, ha a geometriáját megfelelő stratégiával és beállításokkal használjuk ki.
2. A technológiai DNS: Miért működik a V7 Plus?
A V7 Plus teljesítménye mögött nem egyetlen trükk áll, hanem több tudatos mérnöki döntés együttese.
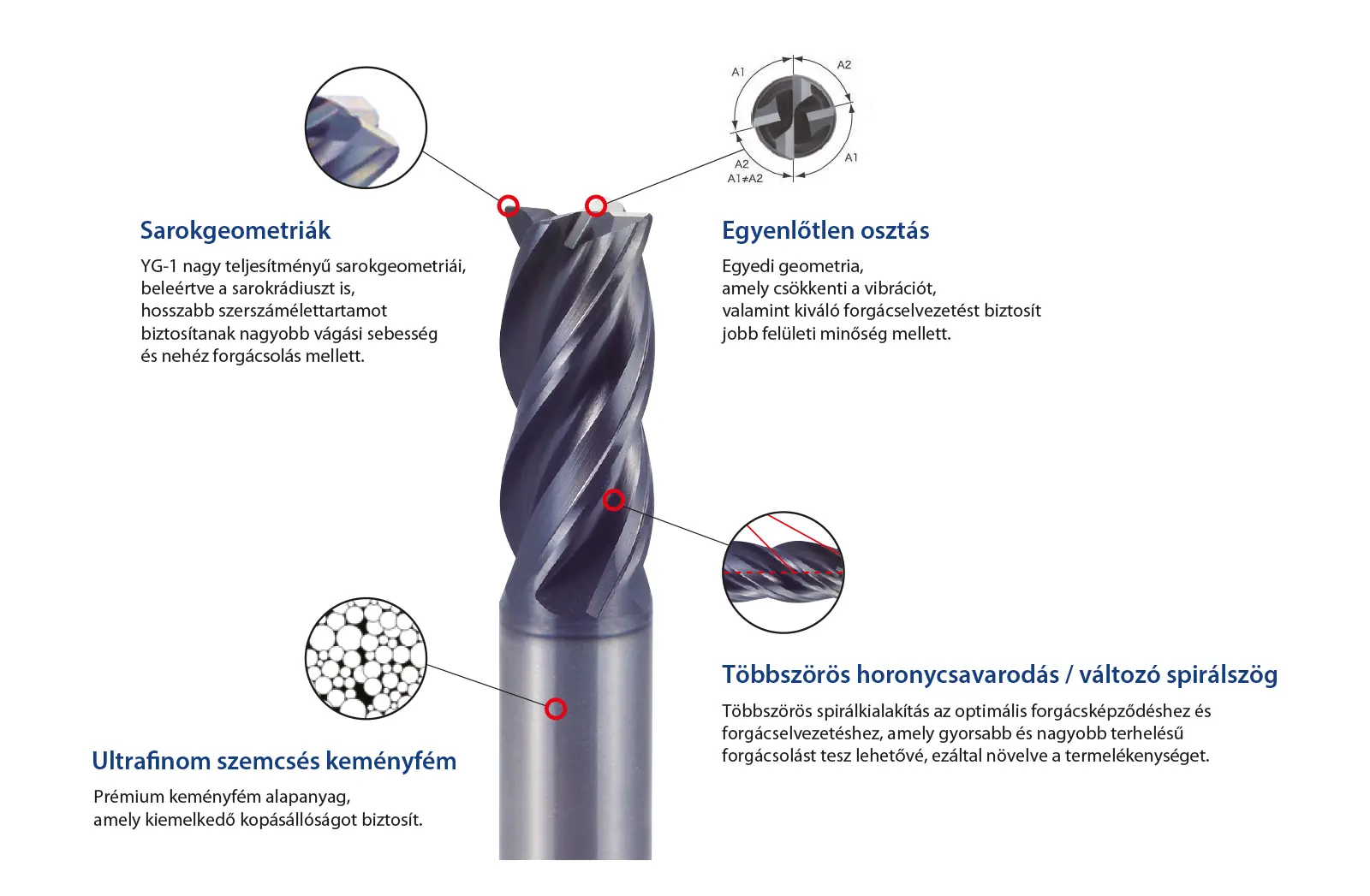
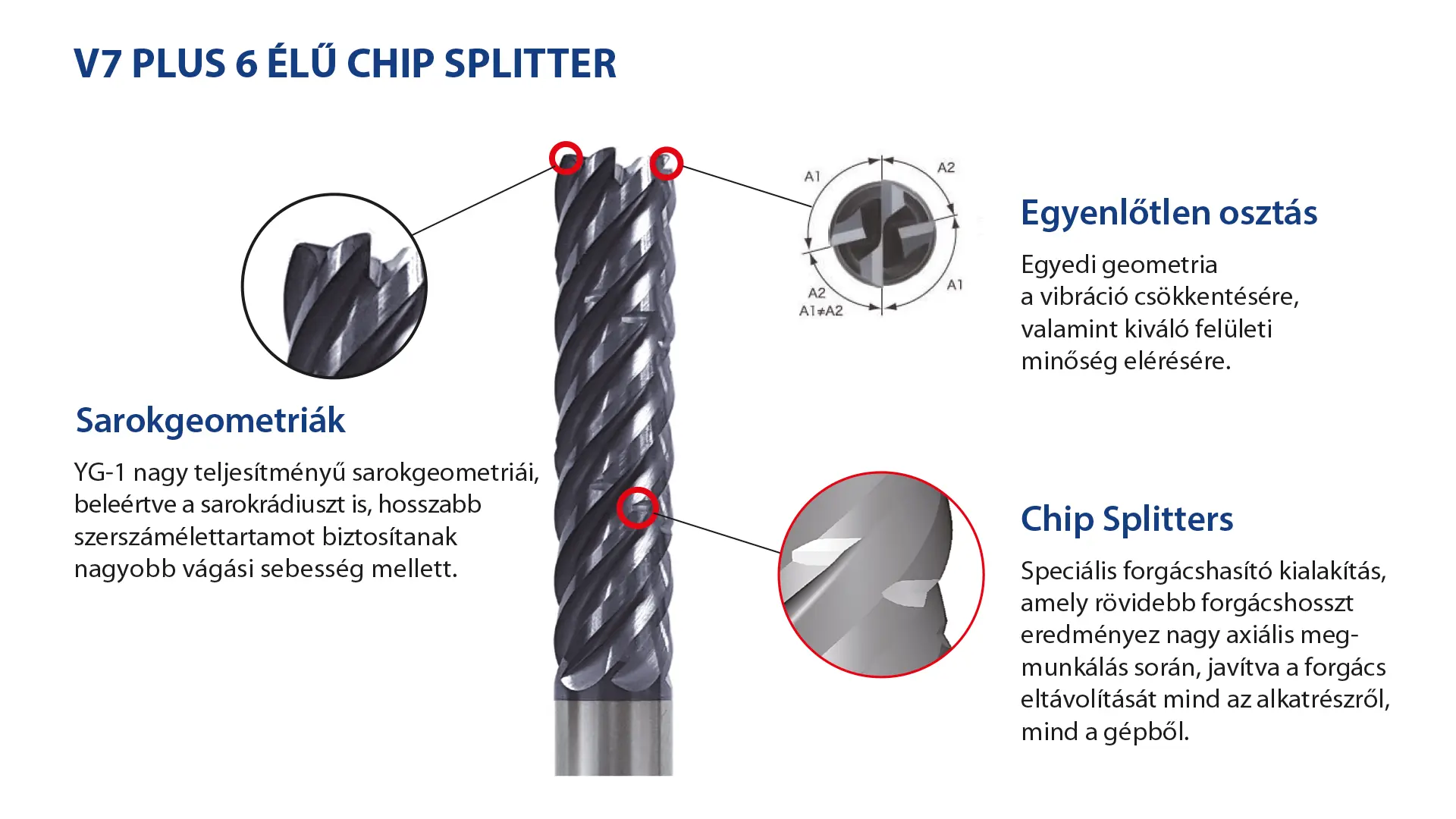
Az excentrikus hátszög például több anyagot hagy a vágóél mögött, mint a hagyományos fazettált kialakítások. Ennek eredménye egy erősebb él és jobb hőelvezetés. Igaz, hogy a klasszikus geometriák egyszerűbben újraköszörülhetők, de nagy terhelésnél az excentrikus megoldás stabilitási előnye egyértelmű.
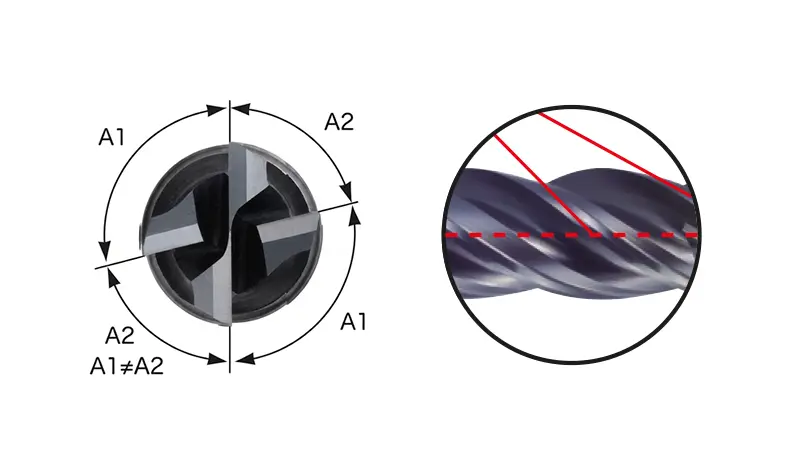
A rezgéscsillapítás kulcsa az egyenlőtlen osztás és az elhangolt spirálgeometria, amelyek megszakítják a rezonanciát. Érdekes kivétel a 4xD hosszú kivitel, ahol a V7 Plus egyetlen spirálszöget használ. Ez elsőre visszalépésnek tűnhet, de valójában a forgácskihordás miatt kritikus: a forgácscsatorna keresztmetszete végig állandó marad, így kisebb az eltömődés esélye mély zsebeknél.
A Y-Coating bevonat (AlTiN alapú) magas hőmérsékleten is megtartja keménységét, ami lehetővé teszi a nagy sebességű, akár száraz megmunkálást.
Mindezt egy ultramikroszemcsés keményfém-alapanyag egészíti ki, amely a szívósság és kopásállóság közötti kényes egyensúlyt biztosítja.
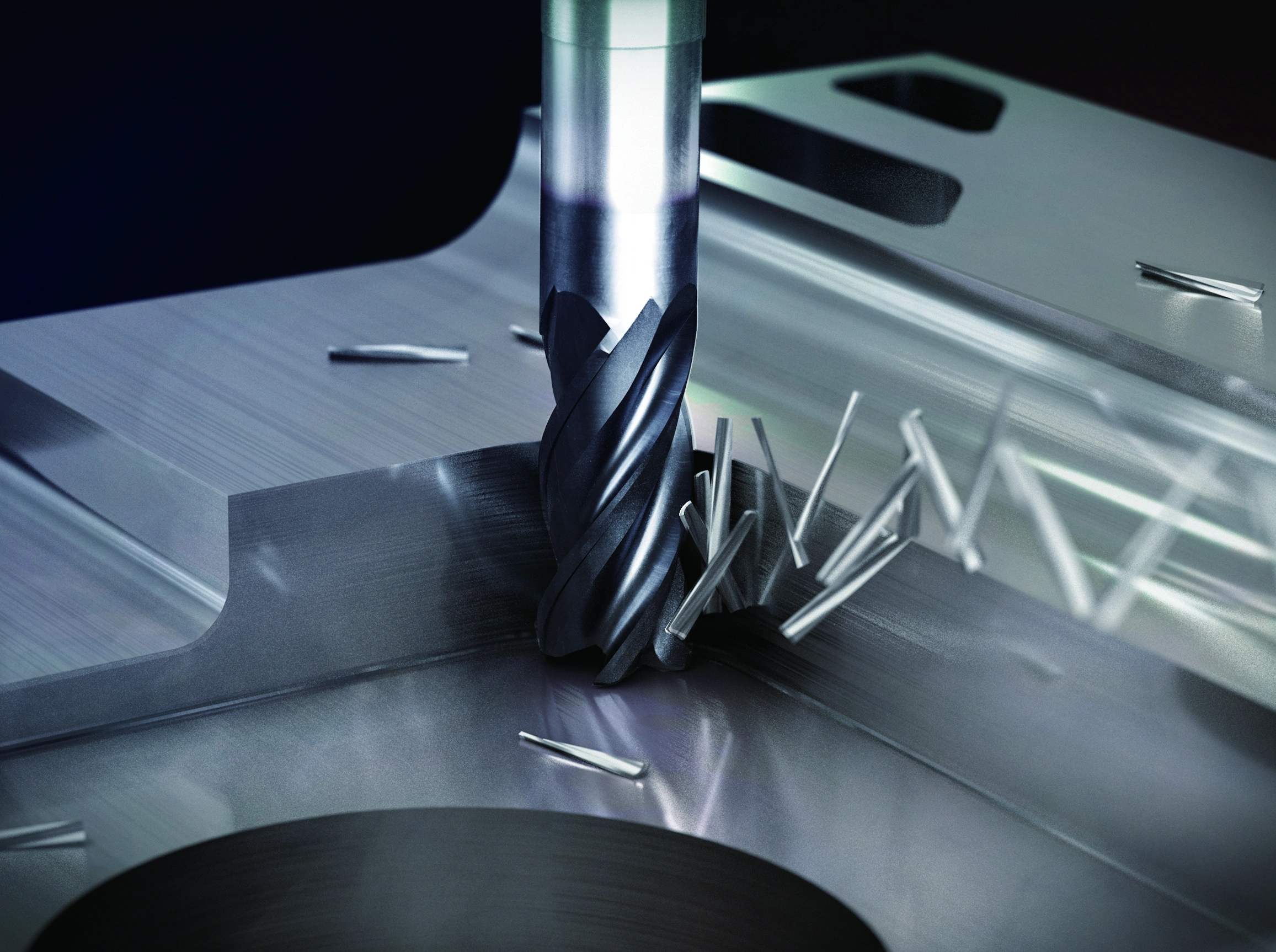
3. Teljesítmény a gyakorlatban: Mit jelent ez a műhelyben?
A fenti geometriai megoldások nem önmagukért léteznek, hanem nagyon is konkrét előnyöket adnak.
A rezgéscsillapítás például nemcsak szebb hangot jelent a forgácsolás alatt. Gyengébb befogásoknál vagy hosszabb kinyúlásnál is stabil marad a folyamat, ami közvetlenül csökkenti a selejtarányt.
A nagyobb stabilitás lehetővé teszi a magasabb anyagleválasztási sebességet (MRR) is. Egyszerűen fogalmazva: bátrabban lehet etetni a szerszámot anélkül, hogy azonnal büntetne.
A felületi minőség sok esetben annyira javul, hogy külön simító műveletre nincs szükség. Nem mindig, de elég gyakran ahhoz, hogy komolyan számolni lehessen vele.
Az éltartam terén pedig nem ritka a többszörös növekedés. Bizonyos alkalmazásokban akár 5–7-szeres éltartam is elérhető, de ez erősen függ a beállításoktól és a körülményektől. Ez az a pont, ahol a marketing és a valóság néha találkozik, néha pedig nem.
4. Anyagok és ipari alkalmazások
A V7 Plus a legtöbb iparágban – általános gépészetben, autóipari gyártásban, repülőgépiparban vagy orvostechnikában – kiválóan teljesít, és elsősorban az alábbi anyagokra optimalizált:
- Acél (P), rozsdamentes acél (M), öntöttvas (K): stabil, megbízható teljesítmény
- HRSA és titán (S): korlátozottan, de jól alkalmazható
4.1 Kivitelek és választási logika
A különböző kivitelek nem marketingvariációk, hanem konkrét felhasználási logikát követnek.
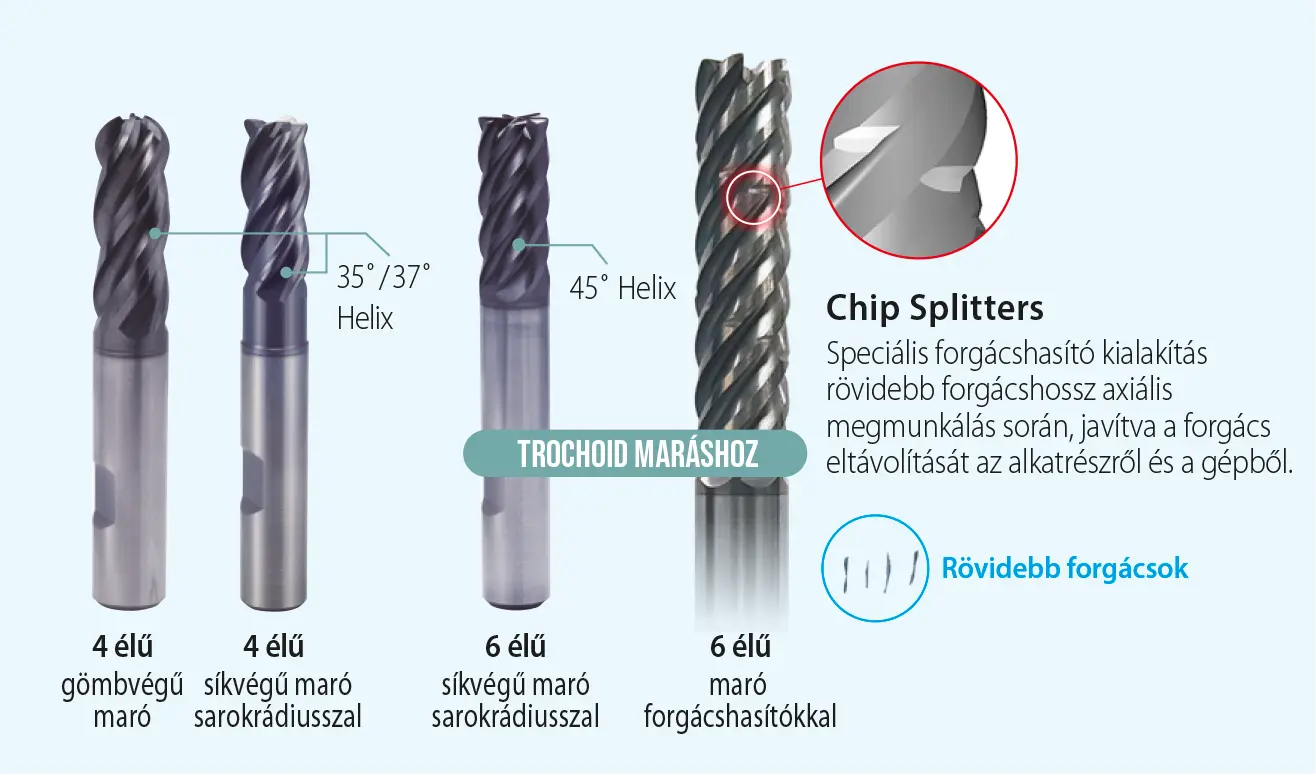
Gömbvégű, sarkos, sarokrádiuszos és sarokletöréses kivitelek 4 élű és 6 élű kialakításban érhetők el. A 6 élű kivitel forgácshasítós (Chip Splitter) verzióban is elérhető.
Hosszú, 4xD kivitelnél a stabil magátmérő és az egységes 45°-os spirálszög-kialakítás segít megelőzni az elhajlást és a forgácsproblémákat.
A V7 Plus igazán dinamikus (trochoidális) marásnál érzi jól magát. A hagyományos marásnál a szerszám belépése egyfajta ütést jelent, míg dinamikus stratégiánál a terhelés folyamatos és egyenletes. Ez kevesebb hőt, kisebb terhelési csúcsokat és hosszabb éltartamot eredményez.
A befogás sem mindegy:
- Weldon-szár: nagyoláshoz stabil, nem húzódik ki, de simításhoz pontatlanságot vihet be.
- Hidraulikus és zsugorbefogók: jobb futási pontosság és rezgéscsillapítás, ideálisak nagy sebességű megmunkálásokhoz hengeres szárak esetén.
5. Forgácshasító (Chip Splitter): amikor a forgács nem ellenség többé
Mély zsebeknél a hosszú forgács az egyik leggyakoribb hibaforrás. Újraforgácsolódik, felhalmozódik, majd előbb-utóbb szerszámtörés lesz a vége.
A Chip Splitter ezt kezeli azzal, hogy az éleken kialakított mikrohornyokkal darabolja a forgácsot. Az eredmény rövid, könnyen eltávolítható forgács, jobb hűtés és stabilabb folyamat.
5.1 Forgácshasító (Chip Splitter) vs. hagyományos forgácstörő (Chip Breaker)
A hagyományos forgácstörők mély, agresszív megszakításokat alkalmaznak. Ez hatékony forgácstörést ad, de cserébe durva felületet és jelentős élterhelést okoz. Emiatt szinte mindig szükség van külön simításra.
A forgácshasító ezzel szemben finom, sekély hornyokat használ. Az élgeometria gyakorlatilag folytonos marad, így a felületi minőség jelentősen jobb.
Fontos különbség az is, hogy:
- a forgácshasítónál a radiális fogás (Ae) nagyobb, mint a horony mélysége;
- hagyományos nagyolóknál ez általában fordítva van.
Ennek következménye, hogy a Chip Splitter egyenletesebb kopást ad, míg a hagyományos profiloknál lokális túlterhelések jelennek meg.
A lényeg: a Chip Splitter közelebb visz ahhoz, hogy egy szerszámmal nagyolj és kvázi készre dolgozz. De ez nem univerzális igazság, inkább egy jól kihasználható lehetőség.
6. Összegzés: A stabilitás mint valódi érték
A V7 Plus nem azért érdekes, mert mindent is tud, hanem mert kiszámíthatóan működik sok helyzetben. Ez a különbség egy jó és egy valóban hasznos szerszám között.
A Chip Splitter technológiával és a rezgéscsillapító geometriával a gyártási kockázatok jelentősen csökkenthetők. Bizonyos esetekben a nagyolás és a simítás összevonható, ami komoly idő- és költségmegtakarítást jelent.
Ami pedig a gyakorlatban igazán számít: ha egy szerszám mellett nem kell állandóan aggódni, akkor már félig megérte.

